技術コラム
技術コラム【鋼材業界用語集】


【鋼材業界用語集】
鋼材業界の用語を一覧にまとめました。PCの方はCtrl(コマンド)+Fキーなどで知りたい用語を検索いただくと、お探しの用語を見つけることができます。
【あ行】
【あ】
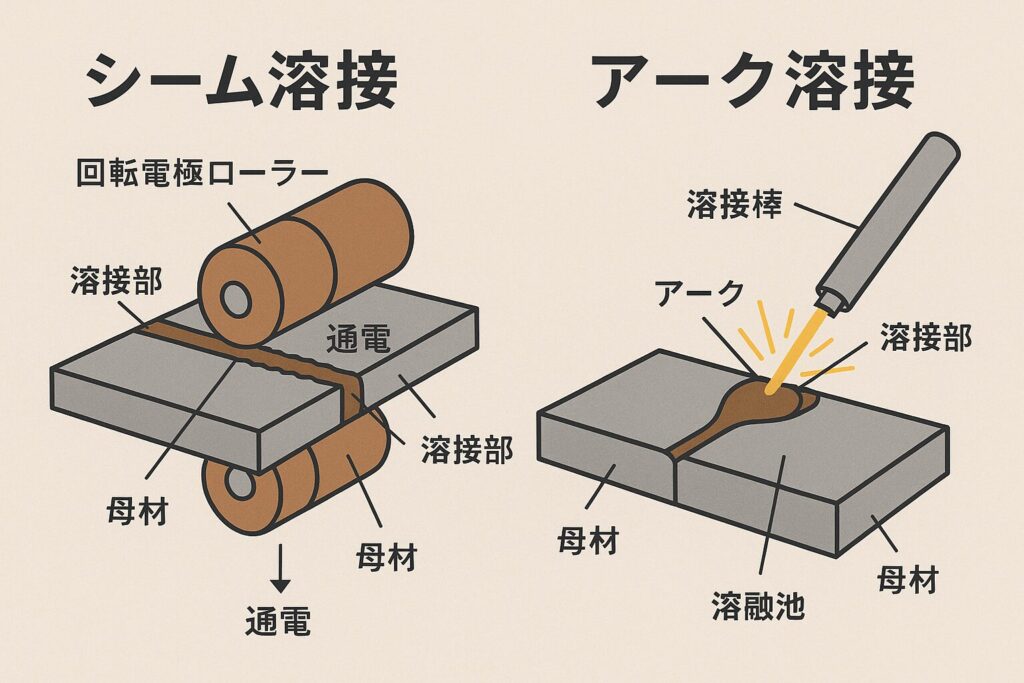
アーク
2極間の放電
アーク光
アークの光 例:溶接の光・プラズマ切断時の光。
R アール
半径いくつと表すことのできる曲線のこと。または曲線加工のこと。「ここはRをつけます」、「R20で切ります」のように使います。
熱処理無しという意味の記号。Rを丸で囲んで「まるあーる」とも表します。Roll(ロール)の頭文字で、「圧延のままで熱処理していない状態(as Roll)」という意味です。
R 開先
直線部でなく、曲線部に対して取っていく開先のこと。
亜鉛 メッキ
メッキの種類の1つ。 関連:電気亜鉛めっき・溶融亜鉛めっき
青い板
表面のスケールが青みを帯びている板。電炉品、高炉品を問わずメーカーによって青い板、赤い板どちらかの傾向があります。
赤い板
表面のスケールが赤みを帯びている板。電炉品、高炉品を問わずメーカーによって青い板、赤い板どちらかの傾向があります。
錆びているわけではなく、品質としては全く問題ありませんが、使用用途によっては見た目の問題で「赤い板で切らないでください」という要望の注文が稀にあります
朝積 (朝積み)
出荷において、晩の内に製品を加工し翌朝に積んで納品すること。
厚板
板厚が6.0ミリ~50ミリの板。または、6.0ミリ以上の板。ただし、厳密な定義はない。
圧延
2本の回転ロールで材料を延ばしたり成形したりすること。この方法で作られた金属製品を圧延品という。また圧延機のことをミルともいう。
孔
溶断製品の中抜きのこと(「孔有り、孔無し」などと言います。)
二次加工のキリ孔のこと
孔あけ
製品として使用するためのキリ孔加工のこと。
溶断するときの下孔をあける作業のこと。
孔ピッチ
ピッチというのは隣り合った二つのものの間の長さのことなので、孔と孔の中心同士の距離を意味します。孔同士の一番近いフチ同士の距離ではありません。
アニール
一定温度に加熱して成形によるひずみを除去する方法。焼鈍、焼なましと同じ。
アルマイト
「陽極酸化被膜処理」ともいい、アルミニウムに耐食性酸化被膜を施すこと。
アングル
形鋼の一種。断面がLの形になっているものです。
アンダーカット
溶接欠陥(溶接不良)の一種。
【い】
井桁に組む
製品などを積むときに、漢字の「井」の字のように縦横に組み合わせて崩れにくくすること。
板厚
板の厚み。板のサイズは板厚x巾x長さで表します。例えば板厚50mmで巾100mm、長さ200mmの寸法切りが2枚であれば、「50 × 100 × 200 – 2」のように表記します。
イチエフ 1F
1面フライスの略。直方体6面のうち、1面のみをフライス盤で切削することを言います。
一点鎖線
図面において、「中心線」に使用する線の種類。
糸面取り
面取加工において、世間では大きさがC0.1~C0.2程度までのモノを言うそう。
一発ひく
溶断面や板厚面を機械加工で少しだけ削って整えるという意味。寸法精度を上げるというより、穴やタップ加工の精度を出したり、溶接するときに相手側とぴったり合わせるために溶断面の倒れを整えたりする目的なので、黒皮(溶断面)が残ってもよい場合もあります。そのため、削りしろが通常の部分より少なめだったりします。「ここは一発ひくだけなので
黒皮が残っても問題ないので2mmしか付いていません」のように使います。
員数
製品の個数、枚数という意味です。例えば「50 × 100 ×200 – 2」であれば、員数は2枚ということです。
【う】
ウォータージェット
水にガーネットサンドという砂を混ぜて、高圧で噴射することによる切断方法。金属以外でも切断できる利点がありますが濡れてしまうのがデメリットです。
薄板
板厚が0.5ミリ~3.0ミリの板。または、3.0ミリ以下の板。ただし、厳密な定義はない。
埋める
「溶接で肉盛りする」という意味で使います。
【え】
エイチ H(熱処理)
「Heat treatment」の頭文字ですが、日本語では「熱処理」と直訳せず、「調質」の意味で使われます。
H形鋼
形鋼の一種。断面がHの形になっているものです。通称「H鋼」。
エー A(熱処理)
「Annealing(アニーリング)」の頭文字で、「焼鈍」の意味です。Aを丸で囲って「まるえー」とも表します。
液酸(液体酸素)
液化した酸素のこと。 沸点:-183℃。凝固点:-219℃。 社内においては溶断加工に使用する。
エキストラ
鋼材のキロ単価は、ベース単価+規格料+エキストラ で計算します。エキストラとは、一般的なサイズや仕様と異なる場合に発生する追加料金です。一般的な板厚(ベース厚)より厚くなっていくと増えていく「板厚エキストラ」、製造に手間のかかる極厚品に対してかかる「造塊エキストラ」、標準品より広い巾の板に対してかかる「広幅エキストラ」などがあります。
エスアール SR(熱処理)
「応力除去」という意味の「Stress Relieving」の略です。「応力除去」を参照。
エスエスヨンヒャク SS400
一般鋼材であるSS材の一種です。SSとはsteal structureの略で、数字の400は引っ張り強さを表しています。
つまりSS400とは、引っ張り強さの下限が400[N/mm^2]の一般鋼材という意味になります。
エスエヌザイ SN材
建築構造用鋼材。建材用途で耐震性や溶接性を高めるために開発された鉄鋼材料です。SN490Cなど。
エスエムザイ SM材
溶接構造用圧延鋼材。船舶用途で溶接性を高めるために開発された鉄鋼材料で、MはMarineの頭文字です。具体的には溶接しても靭性が悪くなりにくい特徴があります。SS400より引っ張り強さも備えたSM490Aが使われることが多いですが、SM400AやSM400Bなども比較的一般的です。
エスエムヨンキューマルエー SM490A
溶接用の鋼材であるSM材の一種です。SMとはSteal Marineの略で、数字の490は引っ張り強さを表しています。Aの部分はシャルピー衝撃検査の有無を表します。
つまりSM490Aとは、引っ張り強さの下限が490[N/mm^2]の溶接構造用圧延鋼材という意味になります。
エスケーザイ SK材
炭素工具鋼鋼材。工具鋼のなかでも使用頻度が高く、焼入れ・焼き戻しで硬度が出せる材料で、耐摩耗性にも優れるため切削工具などにも使われます。SK5など。
エスシーザイ SC材
SC材とは機械構造用炭素鋼鋼材(JIS G 4051)の総称で、強度と加工性のバランスから、機械の重要部品などに使われる鋼材です。 中でも0.42~0.48%の炭素を含むS45Cは使用頻度が高いです。
エスニーゴーシー S25C
SC(機械構造用炭素鋼材)材の一種です。Sはsteel(鋼材)の略で、数字の25は炭素含有量区分です。Cはcarbon(炭素)の略です。つまりS25Cとは、炭素含有量区分『25』(0.25%前後)の機械構造用炭素鋼材という意味になります
エスヨンゴーシー S45C
SC(機械構造用炭素鋼材)材の一種です。Sはsteel(鋼材)の略で、数字の45は炭素含有量区分です。Cはcarbon(炭素)の略です。つまりS45Cとは、炭素含有量区分『45』(0.45%前後)の機械構造用炭素鋼材という意味になります。
エッジ
溶断した上面のフチのこと。ブツブツがあまり出ないよう、エッジが溶けすぎないよう、切断条件を適切に調節して切断します。
エッジのダレ
溶断品の上部のエッジが溶けてしまっている状態。切断条件を調整することで防ぐ。
エヌ N(熱処理)
「Normalizing(ノルマライジング)」の頭文字で、「焼きならし」の意味です。
エヌシー NC
NC(numerical control)とは「数値制御」という意味です。溶断機のトーチの動きや切断酸素のON/OFFなどの命令を数値で表した、暗号のような加工データのことを、NCデータと呼んでいます。NCデータを略して「NC」と呼んだりします。
L曲げ
アルファベットのL形をした曲げ加工
エンドミル
切削工具の一種。 底面・側面で削り加工が可能な刃具。
エンボス
アルミやステンレス板の地肌に圧着ロールで圧延し凹凸の模様をつけた化粧板で、主に建築用の装飾品に使われる。
【お】
応力
荷重=N(kgf)を材料片の平行部のはじめの断面積(mm2)で割ったものが応力である。
応力除去
結晶組織の調整をすることで内部の応力を除去するための熱処理です。基本的にはいわゆる焼鈍処理を充分にすることで応力を除去することができます。「焼鈍」を参照。
オーステナイト
面心立方格子のγ鉄に炭素(C)を最大2.1%まで固溶した固溶体組織で、727℃以上の高温で安定な組織であり、通常、常温では存在しない。しかし、オーステナイト生成元素のNi、Mnを多量に固溶すると常温においてもハチの巣のような六角形の結晶粒を示すオーステナイト組織が得られる。
大板
まだ大きく残っている溶断母材。
オーバーラップ
溶接欠陥(溶接不良)の一種。
帯鉄
荷の固定、梱包に使用する帯状の鉄バンドです。関連する道具としては、帯鉄を締める工具を引き締め機、カシメる工具をパンチ、締まった帯鉄を結束する小さな鉄板を折り曲げたような部品をシールと言います。
オフセット
基準となる位置からの距離の差のこと。もしくは基準となる線から一定の距離離れた線を引くCADの機能。作図で「1mmオフセットを付ける」と言うと、元の線から1mm離れた線を引くこと。
【か行】
【か】
カーフ
溶断では「切断カーフ」のことを指します。JIS規格 溶接用語(JIS Z 3001)における、「切断カーフ」の定義は「熱切断によってできた溝の幅」となっています。つまり、「カーフ」、「カーフ量」とは火口の番手ごとの、切断によって材料が吹き飛ばされる幅のことです。「切り幅」とも言います。
外材
海外製鋼メーカーで生産された材料のことを云う。 別名:外国材・海外材
開先
JISの定義では「溶接する母材間に設ける溝」となっていますが、溶断の世界では、板の端部を斜めに面取り切断すること全般を言います。いろいろな形状の開先があります。「開先を取る」と言います。
角穴
正方形、もしくは長方形の形状の穴のこと。
角切
正方形もしくは長方形の形に切る場合のみ
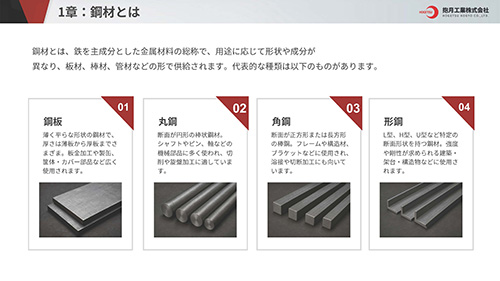
角鋼
断面が正方形の細長い形状の形鋼の一種。
角重量
製品・材料を四角(正方形・長方形)の形状として計算した重量。
角リング
溶断品の一般的な型切り形状のひとつ。外周が長方形もしくは正方形で、センターに角穴があいた形状。
隠れ線
図面において、見えない部分の線。 記入:破線を使用する。
カス
溶断品の下部に付着したスケールのこと。
ガス穴
ガス溶断で切断した穴のこと。
カス取り
溶断品の下部に付着したスケールを除去すること。
ガス溶断
金属を熱して、そこに高圧の酸素を吹き付けて金属を連続的に燃焼させ、その炎を進めていくことで切断する技術。酸化反応で切断するため、酸化する鉄であれば板厚1メートルであっても切断可能です。
型
「型切り」の略。「型の場合は少し時間がかかります」のように使います。
型紙
フィルムなどで作成する、トレース用の原寸大の型紙のこと。
片側開先
ある辺の裏か表どちらかだけの開先を取ること。
型切
角切(寸法切り)、丸切り、ワッパ切以外の形状の溶断品のこと。
形鋼
H鋼、アングル、チャンネル、異形棒鋼など、H形やL形などの一定の断面形状で作られた、細長い鋼材の総称です。角パイプや丸パイプもこれに含まれます。サイズはそれぞれ規格で決まっており、土木建築用途をはじめとしていろいろな用途で使用されます。
片肉
ある面に付加する削りしろの意味。例えば仕上がり寸法がφ300の穴の溶断寸法をφ290にした場合、「削りしろを片肉5mm付けた」と言います。「削りしろを5mm付けた」だと、片側5mm付けたのか両側で5mm付けたかわからない(仕上がり寸法がφ300なのかφ295かわからない)ので、「片肉」と伝えれば誤解がありません。
勝手違い
前後左右などが反対になっている時の状態を表す言葉です。般的には元の図に勝手違いの図形を描いて、寸法や加工指示のみ勝手違いと省略することが多い傾向にあります。 これは図形を見れば左右か上下なのかわかるからです。
カドアール 角R
製品のカド部をR形状に切り落とした形状のこと。
角カット
製品のカド部を直線で斜めに切り落とした形状のこと。Cカットも含みます。
カドが流れる
特に極厚の溶断品のカドの部分で、上部に比べて下部が遅れているような形状のこと。切断条件を調整することである程度防げることがある。
ガバリ
フィルムや金属板で作った形状確認の道具のことで、つまり型紙そのもののことを指します。「実物大型取り工具」という意味の「gabarit」というフランス語が語源です。
カラーチェック
溶接の欠陥や材料の割れなどを検査する道具(作業)です。洗浄液、造影液、投影液の三種類で構成されています。洗浄液で検査したい部分を洗浄した後、造影液をぬり、再び洗浄液で洗浄した後、投影液をかけると造影液がにじみ出てきて、欠陥箇所がわかる仕組みです。昔と違い、今はスプレータイプで手軽に検査できるようになっています。
【き】
機械加工
寸法精度を上げたり、機械加工でないと作れない形状にしたり、見栄えをよくしたりする目的で、機械的に切削して加工すること。厚板溶断品は機械加工されて使われることが多いです。フライス盤、旋盤、ボール盤、マシニングセンターなどの加工機械が使われます。
規格
1. SS400、S25Cなど、鋼材の種類。
2. 標準としての定めという意味。特に工業製品の寸法・形・質などについて定めた標準。
規格料
鋼材のキロ単価は、ベース単価+規格料+エキストラ で計算します。規格料とは、SS400、SM490A、SM400Bなど、鋼種毎に各メーカーが決めています。例えば高炉品のSS400の規格料は1.3円/kgが一般的です。
幾何公差
製図用語。幾何学的に正確な形状,姿勢あるいは位置からずれることが許される領域のこと。
危険予知活動
別名:「KYT(ケー・ワイ・ティー)」・「危険予知トレーニング」
キズ
溶断品に付くキズとしては、切断時のノッチ、吹き返しのキズ、切り終わったときに製品が傾いて切断炎と接触して付くキズ、材料表面の物理的な凹みやひっかき傷などがあります。母材の刻印もキズと見なされることがあるので注意が必要です。キズについては基本的には溶接で肉盛り補修して出荷しますが、注文の仕様により溶接補修が不可の場合もあります。
CAD キャド
computer-aided designの略。コンピュータ支援設計とも訳され、コンピュータを用いて設計をすること、あるいはコンピュータによる設計支援ツールのこと(CADシステム)。
CAM キャム
CADで作図されたデータを加工用のNCプログラム作成などのシステム。
キャンバー
切断の熱で発生する、製品の左右方向への曲り。多本トーチで巾断ちした場合は、板の外側に面しているものほどキャンバーが大きくなる傾向があります。
矯正
「曲り取り」と同じ
キリ
穴をあけるためのらせん状の刃物が「キリ」で、「キリ」を取り付けて使う道具が「ドリル」です。「キリ」のことを「ドリル」と呼ぶこともあるが本来は誤りです。
キリ穴
キリで開けた穴。
切り欠き
製品の形状で、外周もしくは内周の一部が切り欠いたようにへこんでいる部分のこと。
切り込み
1. 溶断時の「切り込み」とは、走りから製品に入るところのことを指します。「切り込み」と「切り逃げ」を適切に設定して、製品に傷を付けず、仕上げ時の削り作業が多くなり過ぎない適度なサイズの「ヘソ」を作ることが必要です。
2. 丸板などの切り込み。穴の切断時に走りを長くすると製品に傷を付けにくく安全に切断できますが、引き取った中抜きスクラップを材料として使う場合に取れるものが小さくなるの
で板厚に応じて適切な距離を設定します。
切りっぱなし
切断後に「熱処理」を行わないこと。 記入方法:「R」を丸印で囲って表記する。(発音:「丸・アール」)
切り逃げ
溶断時の「切り逃げ」とは、製品を切り終わって切断線が製品から外に出るところのことを指します。
切り幅
「カーフ」、「カーフ量」と同じ
【く】
食い違い
切断中に製品が動いたり変形したりして、切り込み・切り逃げの位置で製品の外形がずれること。幅の細いリング形状などは特に発生しやすいので注意が必要です。
グラインダー
研削砥石(けんさくといし)を回転させ、削り落としに使用する電動工具のこと。 関連:「サンダー」「リューター」など。
グラインダー掛け
グラインダーを掛けること。「サンダー掛け」と同じ意味で使われることが多いです。
クラック
割れ、破断の事。材料の温度変化や内質による不具合、振動、摩耗により割れてしまった状態の事です。
クランプ
締め付け具
クリアランス
穴や溝の形状に、何かを通したりはめたりするとき、お互いの寸法にどれだけ余裕を見ているかを示します。「隙間」「余裕」「ゆとり」の意味。「板厚150mmでφ121のガス穴にφ120の丸棒を通すのはクリアランスが足りません」のように使います。曲げ加工においては、パンチ・ダイの隙間のこと。
黒皮
1. 鋼板製造時に板の表面にできる酸化被膜、ミルスケールのこと。これによって表面に錆が進行するのが多少抑えられます。溶断時に熱されるとパリパリと剥がれ飛ぶこともあります。
2. 切削加工をしないでそのまま製品として使う面、という意味。ミルスケール面だけでなく、溶断面も指すことがあります。「ここは削らず黒皮で使います」のように使います。
グロス
意:「全体で」「総体で」
【け】
ケガキ
製作図面に従って,工作物の表面に加工基準となる線や穴位置などを描く作業。
罫書針
ペン型の先端部が針状になっており、材料の表面に引っ掻き線を描くこと。
削りしろ
機械加工で切削するために切断寸法を大きめにした分。
削る
「機械加工で切削をする」という意味。「この面は削るので肉が付いています」、「板厚は削らないのでもし母材の平坦度が悪かったら連絡下さい」のように使います。削る箇所は削りしろが残るよう、小さめよりは大きめに切断することが基本になります。
研削砥石
削りに使う刃物の一種。 社内ではグラインダー(「サンダー」「リューター」を含む)に取り付けるモノを言う。
【こ】
コイル材
メーカーからの出荷時に円筒状に巻いた状態で出荷される薄鋼板です。「コイル材」と呼ばれます。レベラーという機械設備で外周から巻きほぐし、複数の上下ロール間を通して、巻きクセをとり平坦にして、板として使用されます。
長所:運搬や管理するのに利便性が高い。
短所:材料に巻きグセがついている場合がある。
⇒製品の歪みとなって表れる。
コイルカット品
ステンレス業界ではメーカーが供給する定尺板を「一級シート」又は「メーカー定尺」と言い、流通コイルセンターのコイルカット品を、それと区別する意味でCC板(コイルカット)と呼んできた。しかし、いずれもコイルから切断して定尺板を製造するため、特に区別することも少なくなってきている。
合金鋼
添加元素の種類と量によって、用途に合わせた特殊な性質を持たせた鋼です。特殊鋼という言葉のほうが使用されるケースが多いです。
公差
「寸法公差」のことを云う。寸法公差とはその最大値と最小値の差のこと。
口銭
メーカーの価格に上乗せする価格のこと。
高張力鋼板
普通鋼に比べて、引張り強さが強い鋼材。大型構造物の重量や工費の軽減を目的として使用されることが一般的。
High-Tension(高張力)のTENを使って、「JFE-HITEN590」「CK-BESTEN590」などのようにメーカーごとに名称を付けています。
540や590や780など、張力の強さを示す後ろの数字が重要です。
工賃切り
自社の材料でなく、お客様から支給された材料を溶断して工賃をいただく仕事のこと。大きな溶断母材を受け取って、そこから製品を切り出すパターンと、受け取った材料の一部を切り取るようなパターンがあります。
スクラップや残材を、こちらで処分するか返却するかは、あらかじめ打ち合わせておきます。
鋼板
板状の鋼材の総称です。
降伏点
引張試験の途中で応力(引張荷重)が急に低くなり、その後応力が大きくならないで伸びが進むという現象が起こる。その転機の応力Wを試験前の材料片の断面積Aoで割った値を降伏点という。
高炉品
高炉メーカーとは、高炉で鉄鉱石を原料として銑鉄を生産するところから、転炉工程、造塊(鋳造)工程や連続鋳造工程を経て最終製品の製造までを一つの敷地内で行う銑鋼一貫製鉄所を所有する大規模な鉄鋼メーカーです。
高炉メーカーで作る製品のことを通称「高炉品」といい、鋼板だと新日鐵住金やJFEスチールや神戸製鋼の板がこれにあたります。
極厚板
板厚が50ミリを超える板のことをいうが、厳密な定義はない。
極薄板
板厚が0.3ミリ~0.5ミリの板のことをいうが、厳密な定義はない。
刻印
1. 鋼材の表面にチャージナンバーを記載するために刻み込む文字。メーカーによって異なります。表面をへこませてあるので、製品に入るとキズと見なされてNGになる場合があります。
2. 文字などを刻印器で製品表面に刻み込むこと。
国際標準化機構
略称:ISO(「アイ・エス・オー」「イソ」とも云う。) 国際的な標準である国際規格を策定するための非政府組織。
小波
板の平坦度の曲りのうち、波の間隔が1mや2mなど狭いものを言います。
コンベックス
「コンベックス」とは、「メジャー」の一種で、薄い金属製で凸型に湾曲した断面を持つテープ部分と、テープ先端に取り付けられた爪が特徴です。JIS規格では「直立性に優れた巻尺」と定義されており、巻き取ることができる柔軟性と同時に直立性を確保した鋼製巻尺のことで、おもに建築現場などで用いられることが多いです。
英語の “convex” には、計測や測定といった意味はなく、「凸(とつ)状の、凸形の」といった意味で、英語圏ではレンズや鏡に用いられることが多い単語です。
なお、JIS規格で定義された正式な名称は「コンベックスルール」で、「ルール(rule)」には、「物差し、定規」という意味があります。
【さ行】
【さ】
材料
1. 溶断するための板、母材の意味。
2. 機械加工するための材料、つまり溶断業者からすると製品である溶断品を、加工業者では材料と呼ぶ場合があります。
材料成り行き
溶断品の見積もり時、材料が少なく、受注のタイミングによっては足りなくなりそうな場合に、「材料が足りるかどうかはこれからの減り方の成り行き次第です」という意味で「材料成り行きにて」と記載することがあります。
先が溶ける
溶断品の鋭角にとがった形状の先の部分が溶けてしまうこと。切断条件を調整することである程度防ぐことができます。
割く
「巾断ち」と同じ。
ザグリ
「座繰り」と書きます。機械加工形状の一種で、ボルトや小ねじ類を締める際、すわりを安定させるために、穴の周辺の上面を平らに加工すること。
断面にした時に段のある形状になります。
差し金
ステンレスや鋼、真鍮などの金属製で目盛りがついており、長さや直角を測ったり、勾配を出したりするのに使われる工具の一種。L字型をしており、両方の辺(長手と短手)の外側と内側に目盛りがある。
「指矩」とも書きます。まがりかね、かねじゃく、指金、差金、曲尺とも呼ばれます。
指値
希望価格のこと。
左右勝手違い
例えば車の左右にひとつずつ取り付く部品など、鏡に映したような形状を「左右勝手違い」「左右勝手反対」と言います。
ただし、見る向きを変えればもう一方と同じになる場合は勝手違いとは言いません。通常の溶断の一次切りでは、裏返せば同じ形になるので左右勝手違いは意識しないでいいことが多いですが、開先を取る場合は向きが逆になるので注意が必要です。
左右対称
ひとつの部品の形状で、真ん中に鏡を置いたように左右が同じ形であること。
サラ板
手つかずの溶断母材。
酸洗い
「酸洗(さんせん)」と同じ意味。
三角法
同:「第三角法」 製図において、ある対象物の主投影図のまわりに、いくつかの方向(面)からの投影図を配置して描く製図方法。
酸化膜
黒皮(くろかわ)・スケールのこと。
酸洗
金属の熱処理、溶接、ロウ付けなどにより生じた焼け、スケール、酸化皮膜、不動態皮膜、さび等を硫酸や塩酸などで除去する作業のこと。
30度の開先
一般的には開先の角度が垂直から30度倒れた形状を指します。
水平から30度傾いているような寝た開先は指しません。
酸素
溶断時には、予熱酸素と切断酸素として使用されます。支燃性ガス。酸素自体は燃えませんが、可燃性ガスの燃焼に必要です。酸素の消費の際に器具類に油脂など可燃物が付着していると発火する恐れがあります。
サンダー
円盤状の砥石を回すポータブル電動工具の名称です。
研削砥石や切断砥石、バフなど、取り付ける砥石によって使用方法も変わります。
サンダー掛け
サンダーを掛けること。溶断品の仕上げ作業では必要に応じてヘソと上下面のエッジをサンダー掛けします。
サンドブラスト
ブラスト処理の1つ。 けい砂、海砂等を空気で噴射させて製品の素地研磨、サビ除去を行う方法。
【し】
仕上がり寸法
機械加工で切削したあとの寸法。溶断する場合はこれに必要な削りしろを付けて切断寸法とします。
C シー
45度のカドカットのこと。またはその寸法の一般的な表記方法です。例えば「C10(しーじゅう or じゅっしー)」とは、直角を挟んだ辺の長さが10mmになる直角二等辺三角形になるようなカドカット形状のことです。型切り形状だけでなく、45度の開先形状もこれで表します。
CE シーイー
高圧酸素の貯蔵タンクを指します。定置式超低温貯槽(ColdEvaporator : コールドエバポレータ)の略です。
Cカット
製品のカド部を45度の角度の直線で切り落とした形状のこと。
C10開先
開先のサイズがC10である場合の言い方。「しーじゅうの開先」もしくは「じゅっしーの開先」と言います。
敷板
いわゆる敷鉄板と呼ばれるもので、土木建築工事のときに仮設道路がわりに地面に敷き並べる鉄板です。一般的には厚さ22mmのものがよく使われます。材質としては無規格の安いものが流通しています。
JIS規格
Japanese Industrial Standard (=日本産業規格)の頭字をとったもので、鉱工業製品の生産・流通・消費の便を図るため、統一して制定された製品規格です。鋼板の場合は、サイズや曲りなどの形状がどのくらい表記と違っていても正常品とするかなどが決められています。
JIS公差
JISで定められた寸法などの公差です。母材の曲りや板厚、その他の寸法精度が規定されています。実際にお客様が許容する精度より、緩いことが多いですが、特に母材の精度は加工者ではどうにもならないケースが多いので、JIS公差を根拠として打合せをすることが基本になります。
下穴
ピアシングができないような厚みの板を溶断するとき、火を入れるためにあらかじめあける穴のこと。
シックネスゲージ
別名:すきまゲージ リーフと呼ばれる薄い金属板をすきまに挿入し、そのすきまの寸法を測定するためのモノ。
実線
図面において、「その方向から実際に見えるもの」に使用する線の種類。
四方切り
耳付きの板に対して、耳を切り落とされて出荷されている状態の板を指します。
別名「スケッチ材」
縞板
縞鋼板(しまこうはん)のこと。鉄鋼製品の一つで、圧延によって表面に連続した滑り止め用の突起を付けた鋼板。チェッカープレートあるいは単に縞板(しまいた)と呼ばれます。床用鋼板として使用されることが一般的。
シャーリングマシンで金属板を切りだすことを「シャーリング加工」、「シャー切り」、「剪断(せんだん)加工」といいます。
紙をハサミで切る原理と同じで上下の刃の間に金属板を差し込んで、上の刃に圧力を加えて切断します。
遮光メガネ
溶接作業時に埃や火花が目に入らないように防ぐためのメガネ。
シャフト
機械・車などの回転軸。または、道具、工具の長い柄のこと。
焼鈍
熱処理の一種。金属を熱してからゆっくりと常温に戻すことです。溶断で熱が入って固くなった表面をやわらかくしたり応力を除去することで、加工性を上げる目的で使用されます。
正確には「しょうどん」ですが、言いやすさから慣例として「しょうとん」と発音されることもあります。別名「焼き鈍し(やきなまし)」。焼鈍することを「鈍す(なます)」とも言います。
定盤
溶断時に材料を置く切断定盤を指します。
ショット球
ショットブラスト加工において、吹き付ける鉄球のこと。 社内で使用している球径:テーブルショットφ1.4㎜・ドラムショット・エプロンショットφ1.2㎜
ショットブラスト
表面処理の一種。 ブレードと呼ばれる羽根車のついた投射機を高速回転させ、その遠心力を利用して製品に研磨材を打ち付ける加工。
芯
丸穴や外径のR形状の中心、センター、という意味です。二つの芯のある形状でその距離が500mmの場合、「芯々が500」と言ったりします。
芯ずれ
「偏芯」と同じ。
靭性
材質の粘り強さを表す。 対:脆性(ぜいせい)
真直度
まっすぐに切断したとき、製品の切断面が直線に対してどのくらいずれているかの度合いです。特に溶断品は熱を加えて切断するので、細長いものは特に曲りの度合いが大きくなります。例えば「真直度については、1mあたり2mmのずれ」のように使います。
【す】
鬆
鋼材の製造段階で生じる小さな内部空間の意味。サイズに
よってはメーカークレームとして認められることがあります。
「すが入っている」のように使います。「す」は和語で、「巣」と書く場合もあるが、主に「鬆」の字をあてます。出版物ではひらがなで「す」と書かれることが多いです。例)「茶碗蒸しにすが立つ」
吹管
酸素と燃料ガスの入り口部と火口取り付け部及び火炎調整用のバルブを持つ器具。
水平
重力が働く方向に垂直な面を水平面(すいへいめん、Horizontal plane)という。
溶断形状によっては、板を水平に置いて精度を出すことが必要な場合があります。
スキマゲージ
くさびのような形状で、隙間に差し込んで隙間の距離を測るための測定器具です。
板の曲りの度合いを調べるときに使います。直尺(1mサシや3mサシなど)を垂直に立てて板に当てて、板との隙間をこれで図ることで「3mで約2mm曲がっている」などのようにわかります。
スクラップ
溶断作業によって、材料として使用できないサイズになった鉄くず部分。貯まるたびにスクラップ業者に買い取ってもらいます。価格が変動するので、溶断品自体の価格を左右する要素になります。
スクレーパー
「へら」のこと。 社内ではノロ(ドロス)の除去の際に使用する。 中には替え刃式のモノもある。
スケール
1. 溶断時に溶けた鉄が固まった酸化鉄。産業廃棄物として回収してもらう。「溶断スケール」。一部は流れて下に落ちますが、一部は製品下部のフチに付着して固まるので、仕上げ作業で除去する必要があります。
2. 母材の表面の酸化被膜。いわゆる黒皮。「ミルスケール」。材料の製造時に生成されるもので、きれいな外観を保ち、表面を急速な錆から守る役割がある。
3. 「コンベックス」の別名。
4. 図面の縮尺の意味。例「この図面は10分の1スケールです」
ステンシル
鋼材の表面にメーカー名やチャージナンバーなどを記載するための、吹付印刷、刷り込み印刷、焼付印刷の総称。メーカーによって異なります。
ステンレス
一般的に錆びにくく、磁気を帯びない銀色に光る金属です。
JIS規格やISOではSUS(サス)と呼びます。SUS304などが一般的です。鉄に18%のクロムと8%のニッケルを加えて生成してあることから「18-8ステンレス(じゅうはち、はちすれんれす)」とも言います。他にも18%クロムを入れただけの物もあり、ニッケルが無い分錆びやすくなりますが、磁気を帯びる事ができるのと、素材自体の固さが出せるので包丁などで用いられる事が多い材質です。他にも鉄と同様に色々な種類があります。
スパッタ
溶接中に飛散するスラグや金属粒のことで、一般に溶接品質の妨げになるもののことです。主にアークを熱源とするアーク溶接やガス溶接などの溶融接合(融接)、ろう接において発生します。
スプリングゴー
金型に設定した曲げ角度通りに加工後の製品が仕上がらず曲げ角度が閉じる現象
スプリングバック
金型に設定した曲げ角度通りに加工後の製品が仕上がらず曲げ角度が開く現象
スラグ
スラグは、溶接部(溶接金属及び熱影響部を含んだ部分の総称)に発生する非金属物質のことです。なお、溶接の際に溶融スラグが浮上せずに溶接金属中に残ったものは、スラグ巻き込みといい、溶接欠陥の一種になります。
寸法
1. 物の長さ、サイズ。
2. 「寸法切り」の略。「寸法と型は分けて積んで下さい」のように言います。
寸法切り
溶断品の基本となる形状のひとつ。長方形、もしくは正方形の溶断品のこと。
寸法公差
工業製品は度合いは違えどぴったりの寸法では製作できないため、その製品について、注文寸法に対してどのような範囲の誤差を認めるかを表したものです。これは加工者でなく依頼者が決定するもので、不可能な寸法公差を指示された場合は打合せのうえ適切な公差を決定する必要があります。だいたいその寸法を狙うのか、大きめを狙うのか、小さめを狙うのかによって、「±2mm」、「-0、+4mm」、「+0、-2mm」などのように表記します。
【せ】
脆性
物質の脆さ(もろさ)を表す。 対:靱性(じんせい)
石筆
元は蝋石(ろうせき)を加工して溶接・溶断時に印付けをするために使われる筆記具。1200℃の高温に耐えるモノもある。
切削加工
切削工具類を用いて対象物を切り削る加工方法。
切削工具
工作機械とともに切削加工に用いられる工具。
切削液(切削油)
ドリルで穴を開けるときに、キリにかけて冷却する白い液体のこと。
切断経路
「切断経路」とは、溶断機のトーチの動きのプログラムのことです。CADの画面上で線を引いて、人間が見やすい「切断経路図」を作成し、その動きをNCデータに変換して、USBメモリーなどを経由して溶断機に送って動かします。「NC」を参照。
切断酸素
予熱炎によって熱した鉄に切断酸素を強く吹き付け、鉄を燃焼させることで切断するのが溶断です。
切断寸法
切断する寸法。溶断寸法。切削する部分には必要な削りしろを付け、切削しない部分は仕様によって大きめ、小さめ、ぴったりめなどを意識して決定した寸法になります。
切断精度
注文の図面寸法に対して、製品がどれだけ近い寸法で切れるかの精度を示します。「±1.5mmくらいの切断精度」のように使います。同等の技術で切断しても、切断精度は製品のサイズや形状によって変わるので一概には言えません。主に板の上面寸法を言いますが、厚板溶断の場合は倒れも重要な精度要素です。
切断面の荒れ
切断面が滑らかでなく、筋張ること。板厚が薄いものより厚いものが、垂直の切断よりも開先のように倒れた角度のほうが、切断面の荒れは発生しやすいので注意が必要です。形状や条件によってはある程度やむを得ないので、荒れやすい場合はお客様にあらかじめ伝えておくこともあります。
全周開先
表か裏の面の、全周に開先を取ること。表も裏も全周に開先を取ることを「全周両面開先」と表現することもあります。
センターポンチ
ドリルで穴を開けようとする場合に、穴の中心を決めることとドリルの先端が逃げないようにマーキングするための工具。
金属製で先のとがったペン状をしている。
炎や熱で消えない目印として、溶断時の罫書きにも使用します。
線対象
1本の直線に関して、ある二点が、相互間をその直線によって垂直二等分される位置関係にあること。図形では、1本の直線を折り目としてある図形が完全に重なり合うこと。この直線を対称軸という。
せん断
板材を切断(打ち抜き)すること
旋盤
被切削物を回転させ、固定されたバイトと呼ばれる工具で切削加工をする工作機械の一つ。
【そ】
想像線
図面において、「仮にモノを移動・配置させた場合など」に使用する線。 記入:二点鎖線を使用する。
粗鋼生産量
鉄鉱石や石炭などの原料からつくる「鋼(はがね)」の段階の生産量。鉄鋼業の生産規模を示す。
反り
切断の熱で発生する、製品の上下方向への曲り。もともとの材料の曲りを指すこともあります。
【た行】
【た】
ダイ
曲げ加工で使用するパンチの入り込むあるいはかみあう部分。材料に直接作用する部分。
対角
四角い形状の対角線のこと。もしくは対角線同士の長さの精度のこと。正確な四角形であれば、対角線の長さは等しくなるので、「どのくらい真四角で切れているか」の尺度になります。この精度が良いことを、「対角が出ている」と言ったりします。
台木
板を重ねて置くときなどに、ハッカーの爪が入る空間をあけるために間に入れる角材のことを指します。
耐食性
腐食されにくい性質を耐食性が良いという。普通、鉄は“さび”やすく、ステンレス、アルミ、伸銅品は“さび”ないといわれるが全く腐食しないものはなく、腐食されにくいということである。
耐熱性
高温においても強度があり、酸化してもろくなりにくい性質のことを耐熱性が良いという。
耐疲労性
繰り返し荷重に耐える強度のことをいい、「疲れ強さ」で表わす。また疲れ強さを引張強さで割った比率を疲れ比という。
台棒
「台木」の別の呼び方。
耐摩耗鋼板
成分や熱処理によって、高い耐摩耗性を持たせた鋼板。各メーカーが開発しており、新日鉄住金の「ABREX」やJFEスチールの「EVERHARD」、スウェーデンスチールの「HARDOX」などがこれに当たります。
倒れ
切断の倒れ。溶断面が、板の面に対しての垂直からどれだけずれているかの度合い。角度や長さで「1度」や「板の上下面で2mmの倒れ」などのように表します。なお、同じ角度の倒れでも板厚が厚いほど上下でのずれは大きくなり、例えば板厚300mmの場合、わずか0.5度のずれでも下部では2.6mm以上のずれになります。
タップ
加工の一種。 社内では、「ねじ」加工を意味する。 同:TAP
だれ
せん断加工するときに生じる、鋼材のささくれのこと。
炭素鋼
普通鋼の別名。
鍛造
金属をたたいて成形することを鍛造という。小ロット品や単純形状、あるいは大物などは任意に方向や角度を変えて成形(たたく)する「自由鍛造(フリー鍛造):記号はFH(forging hand)」で作られ、金型を使って型打ちする「型鍛造:記号はFD(forging die)」は量産品や、複雑な形状、小物に利用される。
断面図
図面において、製品を断面して内側からみたところを表した図。 類:矢視図(やしず)
端板
小さくなった、もしくは小さく切り離された溶断母材。
【ち】
縮み
切断中の熱で、材料が延びるため、切断後に製品が縮むこと。これを予測して、「縮みしろ」をつけて切断することがあります。
縮みしろ
溶断品は切断中は熱が加えられ、切断後に冷めると縮むので、それを予測して大きめにした分のこと。「縮みしろを3mm付けて切断したら、冷めてだいたいぴったりの寸法になった」のように使います。
チャージナンバー
鋼材の製造番号のこと。板ごとに違う番号が付けられます。
チャンネル
形鋼の一種。断面がコの字に近い形になっているものです。
中板
板厚が3.0ミリ~6.0ミリの板のことをいうが、厳密な定義はない。
中間厚
一般的に多く流通している9, 12, 16, 22, 25mmのような板厚に対して、10, 14, 20, 30, 38mmなどのあまり一般的でない板厚を指します。
鋳造
金属を溶かして鋳型に流し込んで冷却、凝固したものが鋳物であり、この成形方法を鋳造という。中空品や、複雑な形状品を一挙に成形量産できる利点がある。
超音波探傷検査
非破壊検査の一種で英語で「UT(「Ultrasonic Testing」)」とも言う。超音波探傷器で機械的な振動を金属材料等の表面や内部に伝播させて、音響的に反射を捉え、その内容により材料内部の状態を調べるもの。結果を検査規格に照らし合わせて良否判定を行う。材料メーカーで最低限のUTが行われたり、ユーザの要求により、溶断母材の内質不良の有無を確認するため、溶断前に実施する場合があります。
超極薄板
板厚が0.1ミリ~0.25ミリの板のことをいうが、厳密な定義はない。
調質
熱処理の一種です。焼入れとは鋼を加熱し急速冷却する事によって硬度を上げることで、硬くなりますが脆くなります。焼戻しとは、焼入れ後脆く組織的にも不安定な鋼を、組織を安定化させ本来の材料特性を活かし引張り強度、耐力、伸び等の機械的性質を向上させ、硬くて粘り強い鋼にする為におこなう熱処理です。調質とは、「焼入れと焼戻しを行って鋼の状態を調整する熱処理」です。どのくらいの硬さに調整するかを示す数字を「調質硬度」と言います。
直尺
ものさしの一種。まっすぐな一片の棒や板に目盛りを刻んだもの。
直角度
1. 切断の倒れの意味
2. 四角形のカドなど、溶断形状の中の90度がどれだけ正確に出ているかの意味。角度や長さで表します。
賃加工
支給材で、加工のみを請けること。
【つ】
詰まり
「火口詰まり」と同じ
【て】
定尺
2100 x 6096, 2438 x 6096, 1524 x 3048 などのような、一般的に多く流通している決まったサイズ、という意味です。
データム
測量における基準面。
t ティー
板厚の表記のひとつです。thicknessの頭文字から取られています。板厚が120mmであれば「120t」のように記載します。「T150」のように記載する場合もあります。ちなみに重量の「トン」は「ton」と記載して区別することがあります。
テーパー
テーパーまたはテーパ (英語: taper) は、細長い構造物の径・幅・厚みなどが先細りになっていること。
片側にテーパーが付いていることを「片テーパー」、両側に付いていることを「両テーパー」と呼ぶことがあります。
出来なリ
加工時に明らかに変形しやすい形状や、精度が出しづらい形状のときに、「このくらいの変形になる」ということが明示できないときの打合せとして、「どのくらいの精度で出来るかはやってみないとわからないため、予想以上に変形の度合いが大きいこともあるのでご容赦ください」という意味で「(精度は)出来成りです」とお客様に伝える場合があります。ただし、加工者としてはベストを尽くすのが前提です。
デプスゲージ
測定機器の一種。 社内では、キズの深さ測定に使用する。
点対象
一定点に関して、ある二点が相互間をその定点によって二等分される位置関係にあること。図形では、一つの点を中心にしてある図形が180度回転したとき完全に重なり合うこと。
テンプラ
60年代の安保闘争の頃、学生ではないのに学生服を着てその大学の学生に成りすましたことを、「衣だけ学生→天ぷら学生」と呼んだように、俗に「てんぷら」という言葉は「うわべだけ本物に見せかけたもの」という意味があります。鉄鋼業界では、実際に使用された材料と添付したミルシート(材料証明書)が異なることを指します。使用する材料を正しく管理して、トレーサビリティを維持することが大切です。
電炉品
電気炉メーカーとは、鉄スクラップを原料として電気炉で鉄鋼を生産する鉄鋼メーカーのことで、通称「電炉メーカー」と呼ばれます。電炉メーカーで作る製品のことを通称「電炉品」といい、鋼板だと東京製鉄や中部鋼鈑製の板がこれにあたります。
転造
硬質のダイスを円筒形の素材に押しつけながら転がし、成形する加工法を転造といい、冷間転造が一般的である。ねじや歯車によく使われ、真中のローレット材などは転造品である。
【と】
砥石
削りに使う刃物の一種。 社内ではグラインダー(「サンダー」を含む)に取り付けるモノを言う。
胴切り
母材を巾方向に両断する切断、もしくはその仕事。例えば「2438 x 8000サイズの母材が長すぎて置きにくいため、半分に胴切りしたので4000くらいの長さになった。」のように言います。
10 トオ
鉄鋼業界の慣習で、聞き違いを防ぐために寸法の数字の10を「じゅう」でなく「とお」と呼びます。「10mm(とおみり)」、「210厚mm(にひゃくとおあつ)」、「5’x10’板(ごとおばん)」など。
トーチ
溶断機の切断吹管(すいかん)を指します。「吹管」を参照。
特殊鋼
合金鋼のうち、合金元素の種類、製造法、または熱処理で、用途に合わせた特殊な性質を持たせた鋼です。
10巾
母材の幅が3048mmという意味です。「トハバの板」というように言います。
ドブづけ
鋼材の防錆処理の一種。 正式名:溶融亜鉛めっき
トリミング
加工上では必要な部分であって製品においては不要な為、余長(よちょう)部分を除去する加工のこと。
ドリル
穴をあけるためのらせん状の刃物が「キリ」で、「キリ」を取り付けて使う道具が「ドリル」です。「キリ」のことを「ドリル」と呼ぶこともあるが本来は誤りです。
トレース
溶断機(トレーサー)の機能で、赤外線カメラで原寸の型紙を読み取りながら型紙の形状通りにトーチが動いて切断することです。型紙の黒い線の中央をトレースすることを「ラインのトレース」、黒い線と白い部分の境目をトレースすることを「エッジのトレース」と言います。なお、型紙をそのままトレースすると、製品は炎の直径分だけ小さく出来上がることを考慮する必要があります。
ドロス
溶断時に金属が溶けて付着したカスのこと。 別名:「ノロ」 主に、レーザー切断、プラズマ切断時に付着したモノを指す場合が多い。
【な行】
【な】
長穴
長方形の両側に半円を付けた形の長細い穴のこと。半円の半径が20mmで中心同士の距離が50mmであれば、「R20で芯々が50の長穴」と言ったりします。この場合、穴の縦横サイズは40×90になります。ちなみに楕円とは全く違うので注意が必要です。楕円であれば、「長径が90で短径が40の楕円」のように表して、直線部はありません。
長さ
1. 厚板溶断品の縦横寸法のうち、長い方を指します。
2. 母材の縦横寸法のうち、長い方を指します。ロール方向。
長手
ものの縦横のうち、長い方を指します。「長手方向に少し曲りがある」のように言います。
中共
溶断で穴をあけたときに、その製品と一緒に中抜きのスクラップも納品する注文のこと。スクラップ引取り分を値引きしないため、中共のほうが値段が高くなります。
中抜き
溶断であける穴のこと。形状は丸穴に限りません。
なまし
適当な温度に加熱し、その温度に保持した後、徐冷する操作。
なまし番線
柔らかい鉄線のこと。太さを番手で呼ぶ。「8番手」「10番手」など
波
板の平坦度の曲りを指します。特に1枚の板で波のように上向きに曲がっている部分と下向きに曲がっている部分がある状態です。
軟鋼
炭素の含有量0.08~0.20パーセント程度の鋼。普通にいう鉄。
【に】
2F ニエフ
2面フライスの略。直方体6面のうち、2面のみをフライス盤で切削することを言います。
肉
機械加工で切削するために切断寸法を大きめにした分。削りしろ。
肉盛りする
溶断作業によってついたキズを溶接で補修すること。
逃げ
「機械加工の逃げ」の意味で主に使われます。機械加工がしやすいように、例えば刃物が周囲に当たらず往復しやすいように設計された形状のことなどを言います。
二次切り
板から溶断した製品(一次切り)を向きを変えてさらにもう一度切断すること。「立体切り」を参照。
二点鎖線
図面において、「移動させた場合の『想像線』など」に使用する線の種類。
日本工業規格
「JIS規格」のこと。
【ね】
ねじれる
細長い製品で、キャンバーと反りが同時に発生して、ねじれる方向に変形すること。
ネジゲージ
ネジ山(TAP加工)の良否判定を行うゲージ。 通り・止りの2種類を交互に判定する。
ネスティング
材料の上に複数の部品を組み合わせて並べる事を指します。最低限必要な隙間や火を入れる場所と回す方向を意識して、配置する向きや位置を考えて、歩留まり良く、切断効率も良くするのがポイントです。
熱間圧延
「圧延」の項を参照のこと。
熱処理
金属を熱処理炉に入れて熱を加えたり冷却したりすることで、状態を調整したり強化したりする処理のことです。
熱伝導率
距離1cmについて1℃の温度差がある場合に1cm2の断面を通って1秒間に伝わる熱量をいい、数値が大きいほど熱伝導性はよい。cal/℃・cm・secまたは(cgs)
NET重量
製品・材料の正味の重量
寝ている開先
開先の角度が45度より水平に近い開先のこと。立っている開先より切断面の平滑度や精度が出しにくいです。
【の】
ノギス
長さ(外径含む)・内径・深さを測定するモノ。 測定単位:0.01㎜
ノッチ
溶断の切断炎によってついた製品の傷のこと。notchとは英語で刻み目、くぼみなどの意味。製品のヘソの部分や、溶断機の振動などで発生することがあります。「ノッチが入った」のように言います。「キズ」を参照。
延び(伸び)
1. 溶断母材が表記上のサイズより実際には大きく作られている分のこと、もしくはそのサイズ。「2100の板だけれど伸びがあるので実際は2250ある」、「この材料は延びが150mmもある」のように言います。
2. 切断中の熱で、材料が延びること。
ノルマ
「Normalizing(ノルマライジング)」の略で「焼きならし」の意味。
ノロ
「溶断スケール」の別名。溶け落ちたりはねたりする液体状のスケールや、特に、溶断した製品の下部のフチの部分に付着したスケールを指します。「仕上げ作業でノロを除去する」のように言うことがあります。
【は行】
【は】
ハインリッヒの法則
労働災害の経験則。”1:29:300の法則”ともいう。
ハーフリング
リング形状を半分に切った形状。溶断形状として一般的なもの。合わせ目のところに付加する削りしろを「足」と呼ぶことがあります。溶断時に変形しやすい形状のため、精度が必要であれば一体物のリングか、もしくは製缶時に調整しやすいように分割数を増やすのがおススメです。
φ パイ(ファイ)
直径を意味する言葉。正確には「ファイ」と読みますが、技術用語としては発音のしやすさから慣例的に「パイ」と言われます。正式には数字の前にこの記号を付けて、例えば直径500mmであれば「φ500(ごひゃくぱい)の丸」のように言いま
す。
パイプ
中空の細長い鋼材のこと。主に丸パイプを指します。
箔
厚みが0.01ミリ~0.1ミリのものをいう。
箱車
荷室を備えた特装車で荷台の上横がパネルで囲われている、いわゆるバンボディのトラックのことを指します。そのため天井クレーンでの積み下ろしができないので、フォークリフトの使用が前提になります。
端材
「端板」と同じ
ハッカー
鋼板を吊り上げるための一対のカギ爪がワイヤロープの先端に付いた吊り具です。対応する重量が重くなるほどサイズが大きく重くなります。
ハッチング
製図において、ある指定された範囲を斜線や特定の模様で埋めること。
巾
1. 厚板溶断品の縦横寸法のうち、短い方を指します。
2. 母材の縦横寸法のうち、短い方を指します。ロール方向と直角に交わる向きです。
巾出し
ガス切断の手法の1つ。プレーナー切のこと。吹管の間隔を合わせ、原板の端部より火入れし切断を行なうこと。
巾断ち
長細いものをできるだけ変形しないように、もしくは複数一度に切断するため、複数のトーチで長手方向を同時に切断すること。「板を割く(さく)」とも言います。
バリ
本来はフライス盤や旋盤など、機械的な切断・切削の際に、加工面に生ずる不要な突起をバリと呼びますが、溶断品の上部のエッジのブツブツや、下部のエッジのスケールを除去したあとのとがった部分がこう呼ばれる場合があります。
バリ取り
「バリ」を取る仕上げ作業のこと。もしくはその指示。
半自動溶接
正式名は「半自動アーク溶接」。溶接材料として非常に長いワイヤーを使う溶接方法です。アークのシールド材としてアルゴンや炭酸ガス等を用いるもの。ワイヤーもガスも連続的に長時間供給できるので、手棒溶接と比較してその能率は圧倒的に高いです。溶接材料は自動的に供給されますが、溶接作業は手作業なので「半自動」という表現が使われています。
番線
比較的に柔らかい鉄線のことを指す。 社内ではガス溶断の下孔(ピアッシング)時に作業者が使用することが多い。
パンチ
曲げ加工で使用する上型に取り付ける部品で、ダイに入り込むあるいはかみ合う。材料に直接作用する部分。
【ひ】
ピアシング
ガス溶断では、予熱炎で板の表面を熱して赤めておいて、そこへ切断酸素を強く吹き付けることで穴をあけることを言います。溶断の下穴として使います。
ピアス穴(ピアス)
ピアシングによってあけた穴のこと。
(溶断加工においても溶断した穴の名称。)
ピアスマーク
レーザー切断機の機能で、板の表面にポンチマークのような小さな傷をつけること。後工程の穴あけの位置決めにそのまま使用可能です。
PL ピーエル
Plate(プレート)の略。板厚を示す書き方のひとつです。板厚が100mmなら、「PL100」と書きます。記号のように、Pの下の横線とLの縦線を重ねて書く場合もあります。
火口
火炎を形成するノズル。切断の際には、火炎を形成するとともに切断酸素を噴出するノズル。日酸TANAKA社資料より炎を作る部分なので、切断効率や品質を左右します。切断する板厚によって、1番火口、5番火口など、番手が分かれています。
火口詰まり
切断中にスケールや板の表面の黒皮が飛んで火口に付着し、正常に炎が出なくなった状態を指します。わずかであっても炎の状態が変わると正しく切断できなくなり、切断面が荒れたり、倒れが出たり、寸法が出なかったりするので注意が必要です。「(火口が)詰まって切断面がおかしくなった」のように使います。
ヒゲ
CADでチョボを形成する線のこと。
比重
密度ともいう。20℃、1cm3の水の重さ1gに対して同温、同体積の物質の重さの比を示す。
歪み取り
溶断などの加工の熱で素材内部に発生した応力(素材内部で均衡している力(延びよう、縮もう、曲がろうなど))を熱処理によって取ることです。応力が残っている状態で切削加工をすると、削っているあいだに材料が曲がってきたりして、加工しにくい場合があります。なお、「ゆがみとり」と読む場合は、いわゆる「曲り取り」の意味で使われていることがあります。
ビッカース硬さ
材料の硬さを表す。 記号:HV
P.C.D
円形ではない図面上必要な円周の直径のこと。 発音:「ピッチ・サークル・ダイア」とも言う事がある。 略:Pitch Circle Diameter
表面粗さ
機械加工した表面の粗さを規定するもの。 参考:「面粗度(めんそど・めんそうど)」は正式名ではなく俗語となる。
平鋼
鋼材の形状の1つ。 断面が平たい角状に成形された鋼材のこと。
別名:フラット・バー(記入:FB)
火を入れる
溶断をスタートする、切り始める、鉄を燃焼させる、などの意味で使用します。
ピンホール
鋼材の製造段階で生じる針先ほどの内部空間の意味。直径1㎜くらいのものもこう呼びます。SS400の場合は内質保証が無いので、基本的にはメーカークレームとしては認められません。
【ふ】
吹いた
切断中に切断炎が板の下まで抜けず、正しく切断できずに吹き上げてしまう状態を指します。極厚の板で下穴がうまく開いていなかったり、火力とスピードのバランスが不十分なときなど、主に切り始めのところで発生します。
V曲げ
アルファベットのV形をした曲げ加工
吹き返し
溶断の切断炎が定盤の歯に当たって跳ね返って製品に当たること。これによってついた製品の傷のことを「吹き返しのキズ」と言います。製品下部のカドのキズになるので、比較的補修に時間のかかるキズです。「キズ」を参照。
部材
構造の一部となる材料。 例)「建築部材」など。
普通鋼
特殊鋼に対して、特殊な機能を持たせていない一般的な用途の鋼の総称。SS400材やSM490A材がこれに当たります。
歩留り
材料に対する製品の量の割合。歩留りが良いほど当然利益率が高い。歩留まりを上げるには、無駄のない材料を選ぶことや、製品を材料に配置する向きや位置を考えることが重要です。「歩留り80%」のように言います。
フライス
フライス盤のこと。もしくはフライス盤による切削加工のことを指します。
フライス盤
ミリング・マシンとも呼ばれ、回転軸に取り付けたフライス(立形の場合エンドミルも含む)という切削工具を回転させ、フライスを動かすことによって、平面・溝・歯車などの切削加工を行う工作機械です。
ブラスト処理
表面処理の一種。ブラスト装置を利用し、研磨材となる小さな粒を製品に打ち付けて加工する。
プラズマ切断
アーク放電による電気エネルギを利用して行う切断法です。
原理的には、熱エネルギを切断材の上面から供給する方式ですので、供給エネルギの制約から、切断板厚が増大すれば、切断が困難となります。鋼板であれば一般的には40mm厚くらいまでの切断に使用されます。
フラット
板の平坦度のことです。「フラットが良い」、「フラットが悪い」のように言います。
フラットバー
形鋼の一種。細長い板状で、板厚と巾の組み合わせが決まっています。溶断だと曲がってしまう形状の細長い寸法切りをフラットバーで提案する場合もあります。「FB」と略します。
フランジ
曲げ加工においての立ち上がり部分(曲げ加工で成形された製品の縁部分)
ブリネル硬さ
材料の硬さを表す。 記号:HB
プロパン
プロパンガスのこと。LPG。可燃性ガスで、空気より重いので低いところに滞留しやすく、多量に吸引した場合窒息の危険や軽い麻痺性があります。
ブローホール
溶接欠陥(溶接不良)の一種。
分割リング
リング形状を3分割や4分割といったように切り分けたような形状。溶断形状として一般的なもの。合わせ目のところに付加する削りしろを「足」と呼ぶことがあります。一般的には分割数を増やすほど製缶時に寸法を調整しやく、また歩留まりが良くなるのでコストパフォーマンスがよくなります。
【へ】
平面図
モノを平画面に投影したときに得られた図。
ベース価格
ベース価格とは、鋼材の計算の基本となる価格で、鋼材のキロ単価は、ベース単価+規格料+エキストラ で計算します。
ヘソ
溶断の切り込み、切り逃げによってできるでっぱりのこと。大きすぎると仕上げ作業で削る量が増えますが、板厚が厚いほど大きめに設定しないと製品に傷(ノッチ)が入り、補修作業の負担が増えたり、程度によっては不良品となります。「キズ」を参照。
ベタ置き
材料や製品を置くときに、下に台木を入れずにそのまま置くことです。母材を曲げないため、山を高くしないため、安定して置くため、台木の使用量を抑えるためなどが目的です。
ベタ丸
「丸切り」と同じ
変形穴
丸穴、角穴、長穴以外の形状の穴のこと。
偏芯
1. 穴が製品の中心に位置していなかったり、外径と内径でセンターがずれているような製品形状。作図時に間違えないように注意が必要。
2. 溶断時に、外径(外形)と穴のセンターなどがずれること。
ぴったり切ることは不可能なので、ある程度は許容される。
幅の狭いリングなど、偏芯の度合いが大きくなりそうなときはあらかじめお客様と打合せが必要。
【ほ】
母材
1. 溶断するための板、材料の意味。
2. 切断時に製品を支える部分のこと。
母材売り
母材自体を丸ごと販売することを「母材売り」と呼んだりします。
補正幅
製品図面の通りに炎(の中心)が通って溶断すると、切り幅(カーフ)分だけ製品より小さくなってしまうので、製品形状よりもカーフ量の半分のサイズ分だけ外側を炎(の中心)が通るように、切断経路や型紙の切断線が作成されます。火口の番手によってCADで補正されるこの幅を「補正幅」と言います。
ポンチマーク
センターポンチで付けた印のこと。
ボンベ
気体や液体を貯蔵・運搬に使う金属の容器。
【ま行】
【ま】
前掛け
グラインダー作業・溶接作業・重量物の積み替え作業時に着用するエプロン。
作業着を傷めない、汚さないために保護をする。
マーキング
罫書を入れる事。印を付けておく時にも使います。大型の溶断機には、自動のマーキング機能を持つものがあり、パウダー焼き付けや、インクジェット、レーザーなどの方式があります。
巻く
板を曲げる加工のうち、四角い板を円筒状に巻くように曲げること。「ロール曲げをする」という意味。板厚が厚かったり、巻く直径が小さいと巻けない場合がある。そのときは「熱間ロール」という加工で、材料を熱して巻くことで可能になる場合がある。
マグネット
1. 吊具の一種であるリフティングマグネットのこと。電磁石と永久磁石のものがあります。
2. 軽いものを手作業で吸着して持ち上げるのに使用するハンドマグネットのこと
3. 罫書作業などで使用する、小さな円柱形の固定用マグネットのこと
曲げ
板を曲げる加工。代表的な曲げ加工にはL字に曲げるような折り曲げ加工と、R曲げ加工があります。溶断したものをR曲げする場合、端部は正確に曲げるのが難しいため「掴みしろ」として必要な分を長く切断することがあります。また、最終形状に溶断してしまうとうまく曲げられない場合に、溶断でスリットだけ入れて、曲げてからお客様のほうで追加切断する場合などもあります。
マル・アール(Ⓡ)
切断後に「熱処理」を行わないこと。 記入方法:「R」を丸印で囲って表記する。(発音:「丸・アール」)
丸穴
丸い形状の穴のこと。
丸板
主にリングの中抜きなどで発生する、丸い形状の端板。
マル・エー(Ⓐ)
熱処理において、「焼なまし」・「焼鈍(しょうどん)」のこと。 記入方法:「A」を丸印で囲って表記する。
マル・エイチ(Ⓗ)
熱処理において、「焼入れ・焼戻し(やきいれ・やきもどし)」のこと。 別名:調質(ちょうしつ) 記入方法:「H」を丸印で囲って表記する。
マル・エヌ(Ⓝ)
熱処理において、「焼ならし(やきならし)」のこと。 記入方法:「N」を丸印で囲って表記する。
丸切り
溶断品の基本となる形状のひとつ。真円形状の溶断品のこと。
丸鋼
鋼材の形状の1つ。 断面が丸状に成形された鋼材のこと。
丸棒
断面が丸い形状の細長い鋼材の総称です。
【み】
ミクロジョイント
レーザー切断においての切断方法の一種。 小さな製品を落下させない為に、微細に母材と繋げてままで切断加工を終了させる切り方。
溝型鋼
断面が「コ」形に近い形鋼で、一般にチャンネルと呼ばれます。
耳
鋼板の製造時に板のサイドに成形される耳のような形状の部分のこと。出荷時にこれが付いているものは「耳付き」と呼ばれます。
mm厚
板厚の表現のひとつです。板厚が120mmであれば「120mm厚」と言うことがあります。
【む】
ムキ材
SS400やS25Cなどの「規格材」に対して、「無規格材(むきかくざい)」のことを通称「ムキ材」と呼びます。
【め】
メジャー
長さを測定するモノ。 単位:㎜ 別名:コンベックス・スケール
メッキ
漢字:鍍金 表面処理の一種で、材料の表面に金属の薄膜を被覆すること。
目減り量
溶断加工において、溶け落ちた部分の量のこと。 テーブル計算において溶断品の重量の3%で計算する。
面粗度
表面粗さの俗称。
面取加工
角部を削り角面や丸面などの形状に加工する工法。 丸み面取りの場合には、記号Rを寸法数値の前に寸法数値と同じ大きさで記入して表し、45°面取りの場合には、記号Cを寸法数値の前に寸法数値と同じ大きさで記入して表す。
面の荒れ
切断面が滑らかにならず、すじばったりノッチが入ったりして荒れている様子。炎の調整が不十分だったり火口が詰まったり、難しい開先などで条件がきびしいときに発生しやすい。
【や行】
【や】
ヤード
材料置場や製品置場のこと。それぞれ「材料ヤード」、「製品ヤード」などと呼ばれます。
焼き入れ
一旦、加熱、保持したものを急冷するもので、常温の水や60℃~80℃の油で冷やすことが多い。
焼きなまし
材料のひずみの除去、組織の軟化を目的とした熱処理のこと。 同:「焼鈍(しょうどん)」
焼ならし
熱処理の一種。鋼の組織の改善のために行います。鍛造など、高温で鋼を成形すると、加熱と冷却が不均一になった部分が異常組織となり、結晶粒の粗大化と不揃いが発生します。これを所定の高温まで加熱した後、一般には空冷で冷却することで、金属組織の結晶を均一微細化させて本来の組織に戻して、機械的性質の改善や切削性を向上させるの熱処理です。「焼き準し(やきならし)」、「焼準(しょうじゅん)」とも表記します。
焼き戻し
焼入れ材を適温に再加熱し冷却することを焼戻しという。焼き入れした材料は硬くなりすぎたりもろくなり実用に適さない場合があり、こうした欠点の改善や、焼入れによって生じた残留応力の除去を目的とした焼入れ処理後の再熱処理といえる。
山形鋼
断面が「L」形に近い形鋼で、一般にアングルと呼ばれます。
【ゆ】
UT ユーテー
「Ultrasonic Testing」の略で、「超音波探傷検査」の意味。
「超音波探傷検査」を参照。
U溝
製品に対してU字型に切り込んだ形状の溝のこと。主にボルトで締めるような用途で使用します。
【よ】
宵積
出荷(配送業務)において、お客様納期の前日に積込みを行っておくこと。
庸車(庸車便)
出荷(配送業務)において、委託でトラック便の手配すること。
溶接
金属を熱で溶かしてつなぎ合わせる技術。アーク溶接や半自動溶接など、いろいろな種類があります。
溶断
金属素材を融点以上に加熱して切断する技術。ガス溶断、プラズマ切断、レーザー切断がこれにあたります。
溶断機
切断用の高圧炎を噴射するトーチと、それをモーターで安定駆動させるための装置を持った溶断用の機械の総称です。
ポータブルなものや、追加機能の付いたコンピュータ制御の大型のものまで存在します。
溶融亜鉛めっき
鋼材の防錆処理の一種。 別名:ドブづけ
予熱酸素
予熱炎によって熱した鉄に切断酸素を強く吹き付け、鉄を燃焼させることで切断するのが溶断です。
【ら行】
【ら】
ライナー
寸法調整や側壁保護のため用いられる適当な厚い板
【り】
リーマー
鉄板にドリルなどで空けられた孔を拡大したり、形状を整えたりする工具
リスクアセスメント
労働災害の重篤度と発生する可能性の度合いを組み合わせた見積り
立体切り
板から溶断した製品(一次切り)を向きを変えてさらに切断すること。二次切りだけでなく、三次切り以上の場合もあります。最終製品に近い複雑な形状を作ることができます。
リピート
1. NC溶断機で、同じ切断経路を複数回連続して使用する機能、もしくは切断方法を言います。
2. リピート注文の意味
リピート品
注文の実績のあるものが再度注文になる場合、その製品(注文)を「リピート品(リピート注文)」と呼びます。ただし、お客様から「リピート品です」という連絡であっても、前回と寸法や設計が変わっている場合があるので、注意が必要です。前回注文時から時間が経てば、相場によって単価が変わる場合もあります。
両面開先
ある辺の表と裏の両方に対して開先を取ること。
リング(リング切り)
溶断品の基本となる形状のひとつ。リング形状の溶断品のこと。偏芯のリングは型切りに分類されることが多いです。
リング割り
溶断品の一般的な型切り形状のひとつ。リングを角度で分割した形状。別名「分割リング」。接合部に付加する削りしろを「足」と呼ぶこともあります。
【る】
ルートフェイス
開先を取るときに残す垂直部分のこと。例えば板厚25mmで表裏ともにC10の開先を取ると、ルートフェイスが5mm残ります。
【れ】
レイアウト
材料に対して、溶断する製品をどのように配置するかということ。「ネスティング」も参照。
レーザー切断
熱切断の分野では、最も新しい切断法です。基本的には、虫眼鏡の原理そのものですが、この切断法の最大の特長は、金属、非金属を問わないということです。開発当初、レーザ出力も小さく、従来技術であるガス切断、プラズマ切断が適用できない薄板の切断が対象でしたが、近年、出力の増大とともに、中厚板の分野でも一般的に使用されています。鋼板であれば一般的には25mm厚くらいまでの切断に使用されます。
【ろ】
ろう石
社内では罫書き(けがき)作業において使うモノ。 ろう石(ろうせき、蠟石、蝋石)は、ロウの様に半透明でやわらかい石を言う。
ロール板
「コイル板」に対して、メーカーからの出荷時に平坦な板の状態になっている鋼板です。
ロール申込み
先物契約のこと。 社内では、製鋼メーカーに対して材料の発注を行なうこと。
ロール方向
製鋼所での材料を圧延する方向。
6F ロクエフ
6面フライスの略。直方体6面のうち、6面すべてをフライス盤で切削することを言います。
【わ行】
【わ】
ワイヤーカット
走行する直径0.02ミリから0.35ミリのワイヤ電極(黄銅線)と加工物の間で放電させ、糸のこのように複雑な輪郭形状のものを切り抜く加工方法である。加工液は一般にイオン交換樹脂を通した純水を使用する。
ワッパ
真ん丸に同心円のくり抜きがあること。ドーナツ型。
⇒偏芯の場合は含まない

contact
お問い合わせ
お客様が抱える課題、ご相談やお見積もりは
お気軽にお問い合わせください。
全国対応可能です。
お見積もり・加工のご相談はこちら