技術コラム
開先開発最前線|最新加工機と現場で役立つ溶接テクニック

開先開発最前線|最新加工機と現場で役立つ溶接テクニック【概要】
開先加工や開先溶接は、溶接部の強度や品質を大きく左右する重要な工程です。
近年は、鋼板やパイプなど多様な母材・継手に対応した最新の開先加工機や、AI・IoTを活用した省力化技術が登場し、現場の生産性や品質管理が大きく進化しています。
なぜ今『開先』が注目されるのか?|産業現場の課題と進化
産業現場では、溶接部の強度不足や不良発生、作業効率の低下が大きな課題となっています。
特に、鋼板やパイプの大型化・高強度化に伴い、従来の手作業や旧式の加工機では対応が難しくなっています。
そのため、最新の開先加工機や自動化技術、AIによる品質管理が注目され、現場の省力化・高品質化が急速に進んでいます。
この記事で解決できる主な悩み・疑問
・開先加工や開先溶接の基礎知識が知りたい
・最新の開先加工機や現場の工夫を知りたい
・開先記号や溶接記号の読み方・書き方がわからない
・開先の種類や形状、強度計算の基準を知りたい
・現場でよくある不良や欠陥の対策方法を知りたい
主要キーワード・用語解説|初心者・現場担当者向け
用語 意味・解説
開先(かいさき): 溶接部に設ける溝や斜めの切り欠き。溶接の溶け込みを確保し、強度・品質を高める。
開先加工 :母材の端面に開先を設ける加工。手作業や機械で行う。
開先溶接 :開先を設けた継手を溶接する作業。完全溶け込み溶接や部分溶け込み溶接がある。
開先角度 :開先の斜め部分の角度。溶接のしやすさや強度に影響。
突合せ継手 :母材同士を端面で突き合わせて溶接する継手。
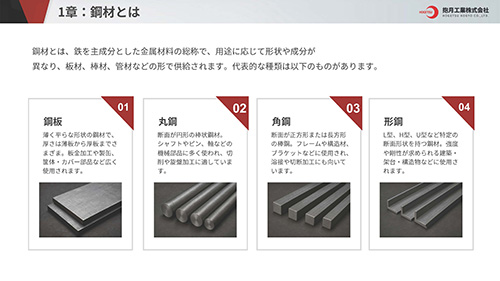
開先とは何か?基礎からわかる開先の定義と役割
開先とは、溶接部の母材端面に設ける溝や斜めの切り欠きのことを指します。
英語では「グルーブ(groove)」とも呼ばれ、溶接時に十分な溶け込みを得て、強度や品質を確保するために不可欠な加工です。
開先は、鋼板やパイプ、各種金属材料の溶接継手に広く用いられ、溶接部の欠陥防止や作業性向上にも大きく寄与します。
開先・開先溶接の基本|意味・用途・製品例
開先は、溶接時に母材同士がしっかりと溶け合うためのスペースを確保する役割を持ちます。
開先溶接は、開先加工を施した継手に対して行う溶接方法で、橋梁や建築鉄骨、配管、圧力容器など、強度や気密性が求められる製品に多用されます。
開先の有無や形状によって、溶接部の強度や仕上がりが大きく変わるため、用途に応じた適切な開先設計が重要です。
開先の種類と形状|用途別・図解で解説
・I形開先:板厚が薄い場合に用いられる、端面をそのまま突き合わせる形状
・V形開先:片側または両側にV字型の溝を設ける。一般的な開先形状
・X形開先:両側からV字型に開先を設ける。厚板や両面溶接に適用
・U形・J形開先:曲線状の開先。溶接金属量を減らし、歪みを抑制
開先形状 特徴・用途
I形 薄板:小径パイプ向け。加工が簡単。
V形 :一般的な形状。中厚板・構造物に多用。
X形 :厚板・両面溶接に最適。強度重視。
U形/J形: 溶接金属量削減・歪み抑制。高品質要求時。
母材・板厚・継手との関係|必要性と用途別の選び方
開先の形状や角度、深さは、母材の材質や板厚、継手の種類によって最適なものが異なります。
例えば、薄板の場合はI形や小さなV形開先で十分ですが、厚板や高強度が求められる場合はX形やU形開先が推奨されます。
また、突合せ継手やT継手、コーナー継手など、継手の種類によっても開先の設計が変わるため、用途や設計条件に応じた選定が重要です。
開先加工機の種類|最新機械とその特徴
開先加工機には、手動式から自動式、さらにはCNC制御やAI搭載の最新モデルまで多様な種類があります。
手動式は小規模現場や補修作業に適し、コストも抑えられますが、作業者の技量に左右されやすいです。
一方、自動開先加工機やCNCタイプは、精度・再現性が高く、大量生産や高品質が求められる現場で活躍します。
最近では、AIやIoTを活用し、加工条件の最適化や遠隔監視が可能な機種も登場し、現場の省力化と品質向上に貢献しています。
・手動開先加工機:小型・安価・持ち運びやすい
・自動開先加工機:高精度・大量生産向き
・CNC開先加工機:複雑形状・高再現性
・AI・IoT搭載機:データ管理・遠隔操作対応
実際の現場で使える加工方法と仕上げのコツ
現場での開先加工では、グラインダーや開先カッター、専用の開先加工機を使い分けることが重要です。
加工後は、バリ取りや面取り、酸化皮膜の除去など、溶接前の下地処理を丁寧に行うことで、溶接欠陥の発生を防げます。
また、開先角度や深さの測定には専用ゲージを活用し、設計通りの精度を確保することが高品質な溶接につながります。
・グラインダー:小規模・補修向き
・開先カッター:直線・曲線対応
・専用加工機:大量・高精度加工
・バリ取り・面取り:溶接前の必須作業
加工不良・変形の防止法と検査ポイント
開先加工時の不良や変形を防ぐには、適切な加工条件の設定と、加工後の検査が不可欠です。
特に、熱による歪みやバリの残存、開先角度・深さの不一致は、溶接欠陥の原因となります。
加工後は、開先ゲージやノギスで寸法を確認し、必要に応じて修正を行いましょう。
また、母材の固定やクランプを工夫することで、加工中の変形を最小限に抑えることができます。
・加工条件の最適化
・開先ゲージによる寸法確認
・母材の固定・クランプ強化
・バリ・酸化皮膜の除去
完全溶け込み溶接と部分溶け込み溶接|違いと使い分け
溶接方法 特徴 用途
完全溶け込み溶接 母材全体が溶け合う。高強度・高気密性。 橋梁・圧力容器・重要構造物
部分溶け込み溶接 母材の一部のみ溶け合う。コスト・作業性重視。 一般構造物・補強部材
完全溶け込み溶接は、母材全体がしっかりと溶け合うため、強度や気密性が特に求められる場面で使用されます。
一方、部分溶け込み溶接は、コストや作業効率を重視する場合に選ばれ、用途や設計条件に応じて使い分けが必要です。
突合せ継手・裏当て・ルート間隔の基準
突合せ継手は、母材同士を端面で突き合わせて溶接する基本的な継手です。
裏当て材を使用することで、溶接金属の裏側の溶け落ちや欠陥を防止できます。
また、ルート間隔(開先の最も狭い部分の隙間)は、溶接の溶け込みや作業性に大きく影響するため、設計基準やJIS規格に従って適切に設定しましょう。
・突合せ継手:基本的な溶接継手
・裏当て材:裏波形成・欠陥防止
・ルート間隔:溶け込み・作業性に影響
溶接開先角度・深さ・形状の決め方
開先角度や深さ、形状は、母材の板厚や溶接方法、求められる強度によって決まります。
一般的に、板厚が厚いほど開先角度を大きくし、十分な溶け込みスペースを確保します。
また、溶接方法(手溶接・自動溶接)や作業性も考慮し、最適な開先設計を行うことが重要です。
設計図やJIS規格を参考に、現場の実情に合わせて調整しましょう。
・板厚・母材に応じた角度設定
・溶接方法に合わせた形状選定
・JIS規格・設計図の確認
開先溶接記号・開先記号の読み方・書き方
開先溶接記号や開先記号は、JIS(日本産業規格)に基づいて設計図や施工図に記載されます。
これらの記号は、溶接の種類や開先形状、寸法、溶接方法などを簡潔に伝えるための共通言語です。
例えば、V形開先は「V」、X形開先は「X」と記号で表し、角度や深さ、ルート間隔などの数値も併記されます。
設計図を正確に読み取ることで、現場でのミスや手戻りを防ぐことができます。
・JIS Z 3021:溶接記号の基本規格
・記号の位置や向きに注意
・寸法や補足記号も確認
開先記号・溶接記号の種類と使い分け
記号 意味・用途
V V形開先
X X形開先
U U形開先
J J形開先
I I形開先
開先記号は、溶接部の形状や加工方法に応じて使い分けます。
例えば、板厚が薄い場合はI形、厚板や両面溶接にはX形やU形が選ばれます。
記号の使い分けを正しく理解し、設計意図を現場に正確に伝えることが重要です。
よくある指示・ミス・設計者との伝達のコツ
設計図面の記号指示ミスや、現場での読み違いは、溶接不良や手戻りの原因となります。
特に、開先角度や深さ、ルート間隔の数値記載漏れ、記号の誤記などが多く見られます。
設計者と現場担当者が打ち合わせを行い、疑問点は必ず確認することが大切です。
また、現場での記録や写真を活用し、情報共有を徹底しましょう。
・記号・寸法のダブルチェック
・設計者との事前打ち合わせ
・現場記録・写真の活用
開先深さ・角度・ルート間隔を決める際の基準
開先深さや角度、ルート間隔は、母材の板厚や溶接方法、求められる強度によって決まります。
JIS規格や設計基準を参考に、十分な溶け込みと作業性を両立できる寸法を選定しましょう。
例えば、板厚が厚い場合は開先角度を大きくし、ルート間隔も広めに設定します。
現場では、開先ゲージやノギスを使って寸法管理を徹底することが重要です。
・JIS規格・設計基準の確認
・板厚・溶接方法に応じた寸法設定
・現場での寸法管理
強度計算の基本|開先形状・溶け込みが強度に与える影響
開先形状や溶け込みの深さは、溶接部の強度に大きく影響します。
完全溶け込み溶接では、母材と同等以上の強度が得られますが、部分溶け込み溶接では設計強度に注意が必要です。
強度計算では、開先の有効断面積や溶接金属の特性を考慮し、設計荷重に対して十分な安全率を確保しましょう。
・有効断面積の算出
・溶接金属の強度確認
・安全率の設定
現場実践!開先溶接における計算事例とノウハウ
現場では、設計図に基づき開先寸法や溶接長さを計算し、必要な溶接金属量や作業時間を見積もります。
例えば、V形開先の場合は角度と板厚から開先深さを算出し、溶接金属の体積を計算します。
また、強度計算の結果をもとに、溶接方法や開先形状を最適化することで、品質とコストのバランスを図ることができます。
・開先寸法・溶接長さの計算
・溶接金属量・作業時間の見積もり
・強度計算結果の現場反映
溶接開先でよくある欠陥の発生原因と対策
開先溶接では、未溶け込みやブローホール、割れ、スラグ巻き込みなどの欠陥が発生しやすいです。
主な原因は、開先形状の不適切、下地処理不足、溶接条件の不適合などです。
対策としては、設計通りの開先加工、十分な清掃・脱脂、適切な溶接条件の設定が重要です。
・未溶け込み:開先深さ・角度の見直し
・ブローホール:下地処理・脱脂の徹底
・割れ:適切な予熱・後熱
・スラグ巻き込み:溶接姿勢・条件の最適化
溶接品質を高める現場技術|表面処理・裏当て・仕上げ
高品質な開先溶接を実現するには、溶接前の表面処理や裏当て材の活用、溶接後の仕上げが欠かせません。
表面のサビや油分、酸化皮膜をしっかり除去し、裏当て材で裏波形成や欠陥防止を図ります。
溶接後は、余盛りやスパッタの除去、外観検査を徹底しましょう。
・表面処理:サビ・油分・酸化皮膜の除去
・裏当て材:裏波形成・欠陥防止
・仕上げ:余盛り・スパッタ除去、外観検査
不良品の検査方法と合格基準
開先溶接の検査には、外観検査、寸法検査、非破壊検査(UT、RT、PTなど)が用いられます。
外観検査では、ビードの形状や余盛り、割れ・ピットの有無を確認します。
寸法検査では、開先角度や深さ、ルート間隔が設計通りかをゲージで測定します。
非破壊検査は、内部欠陥の有無を確認し、JISや社内基準に基づき合否判定を行います。
・外観検査:ビード形状・割れ・ピット確認
・寸法検査:開先ゲージ・ノギスで測定
・非破壊検査:UT、RT、PTなど
・合格基準:JIS・社内基準に準拠
ご覧いただきありがとうございました。少しでもお役に立てたなら幸いです。
「大阪、京都、滋賀、兵庫、奈良(関西圏)のものづくりは抱月工業におまかせ!鋼板の調達から加工、溶接までワンストップソリューション」
鋼板の調達から加工、溶接まで――抱月工業は、大阪を拠点に一貫したものづくりサービスを提供します。たとえば…
-
スピード調達
長年のネットワークを活かし、必要な鋼材を最短納期で確保。 -
高精度な溶接技術
最新の溶接設備と熟練の職人による、強度・美観ともに妥協しない仕上がり。 -
柔軟な試作対応
「こんな形状で試してみたい」というご要望にも、小ロットで即対応。
抱月工業は、品質・納期・コストの三拍子そろった最適ソリューションをご提供します。お気軽にお問い合わせください!
📞 お問い合わせはこちら → https://www.hougetu.co.jp/contact


contact
お問い合わせ
お客様が抱える課題、ご相談やお見積もりは
お気軽にお問い合わせください。
全国対応可能です。
お見積もり・加工のご相談はこちら