技術コラム
アーク溶接だけじゃない!進化する最新溶接種類トレンド

アーク溶接だけじゃない!進化する最新溶接種類トレンドとは
溶接技術は、アーク溶接だけでなく、レーザー溶接やプラズマ溶接など、日々進化を続けています。
従来の手作業中心の溶接から、ロボットや自動化設備を活用した高精度・高効率な溶接へとシフトしており、用途や材料に応じて最適な溶接方法を選ぶことが重要です。
また、環境負荷の低減や省エネ、作業者の安全性向上も求められる中、最新の溶接技術は多様化しています。
- 金属やプラスチックの接合に使われる
- 加熱・圧力・材料の溶融などで一体化
- 強度や耐久性の向上に貢献
そもそも溶接とは?基本的な仕組みと接合の役割を解説
溶接とは、金属やプラスチックなどの材料同士を加熱や圧力、またはその両方を用いて一体化させる接合技術です。
主に金属加工分野で利用され、部品同士を強固に接合することで、機械や構造物の強度や耐久性を高めます。
溶接は、単なる「くっつける」作業ではなく、材料の特性や用途に応じて最適な方法を選ぶ必要があります。
また、溶接部の品質や安全性を確保するためには、適切な技術と知識が不可欠です。

用途によって異なる!溶接の基本的な分類と選び方
溶接は大きく「融接」「圧接」「ろう接」の3つに分類されます。
融接は材料を溶かして接合する方法で、アーク溶接やレーザー溶接が代表的です。
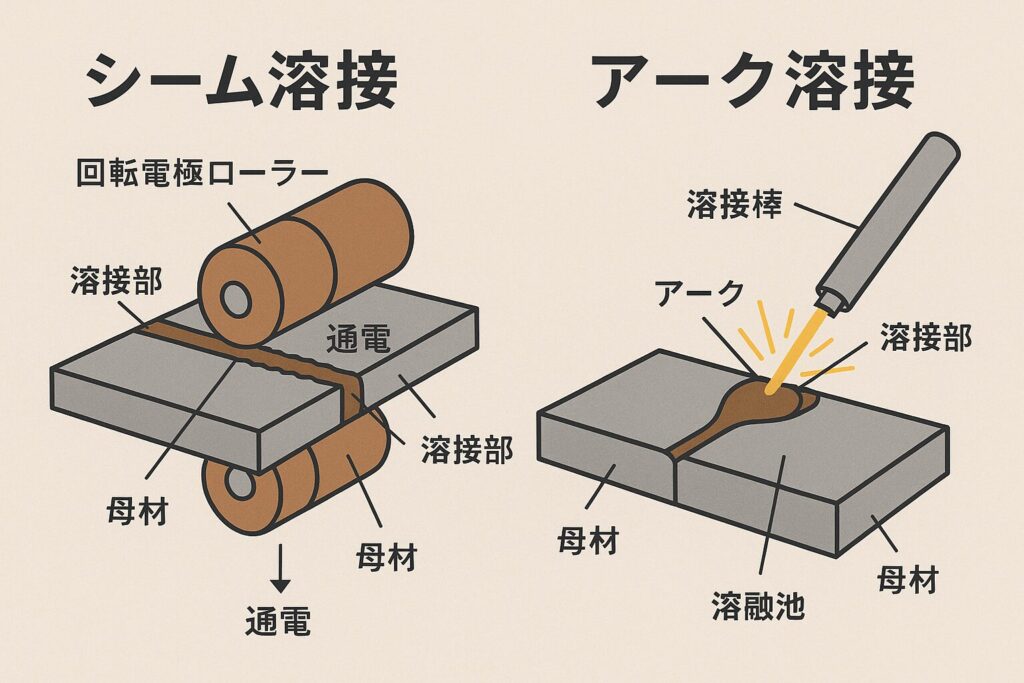
圧接は加熱や圧力を加えて材料同士を接合し、スポット溶接やシーム溶接などがあります。
ろう接は母材を溶かさず、溶加材(ろう)を使って接合する方法で、はんだ付けやろう付けが該当します。
用途や材料、求められる強度や精度によって最適な溶接方法を選ぶことが重要です。
代表的な溶接種類とそれぞれの特徴
アーク溶接(手溶接・被覆アーク溶接)の基礎と応用
アーク溶接は、電気のアーク放電による高温で金属を溶かし、接合する最も一般的な溶接方法です。
手溶接(被覆アーク溶接)は、電極棒を手で操作しながら溶接するため、現場作業や補修作業に適しています。
厚板や屋外作業にも強く、設備コストも比較的低いのが特徴です。
一方で、作業者の技術力によって仕上がりに差が出やすく、スパッタ(飛び散り)や煙が発生しやすい点もあります。
多様な材料や形状に対応できるため、幅広い分野で活用されています。
- 現場作業や補修に最適
- 厚板や屋外作業にも対応
- 設備コストが低い
- 作業者の技術が重要
半自動溶接(MIG・MAG・ミグ溶接)の特徴とメリット・デメリット
半自動溶接は、ワイヤーを自動で供給しながら溶接する方法で、MIG(不活性ガス)溶接やMAG(活性ガス)溶接が代表的です。
作業効率が高く、長時間・大量生産に向いています。
また、スパッタが少なく、仕上がりがきれいなのもメリットです。
一方で、ガスボンベや専用装置が必要なため、設備コストがやや高くなります。
屋外作業では風の影響を受けやすい点にも注意が必要です。
自動化やロボット溶接にも適しています。
TIG溶接(ティグ溶接)が選ばれる理由とアルミ対応技術
TIG溶接(タングステン・イナート・ガス溶接)は、不活性ガス(主にアルゴン)とタングステン電極を用いて行う高品質な溶接方法です。
母材をきれいに溶かし、溶接部の仕上がりが美しいため、ステンレスやアルミニウムなどの非鉄金属の溶接に最適です。
スパッタや煙がほとんど発生せず、精密な作業が可能ですが、作業速度は遅めで高い技術力が求められます。
自動車や航空機、食品機械など、見た目や衛生面が重視される分野で多用されています。
- 高品質・高精度な仕上がり
- 非鉄金属(アルミ・ステンレス)に最適
- スパッタや煙が少ない
- 作業速度は遅め
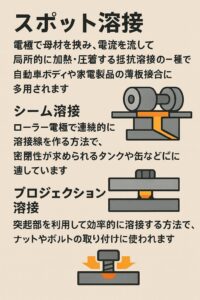
スポット溶接・シーム溶接・プロジェクション溶接の違いと使い分け
スポット溶接は、電極で母材を挟み、電流を流して局所的に加熱・圧着する抵抗溶接の一種です。
自動車ボディや家電製品の薄板接合に多用されます。
シーム溶接は、ローラー電極で連続的に溶接線を作る方法で、密閉性が求められるタンクや缶などに適しています。
プロジェクション溶接は、突起部を利用して効率的に溶接する方法で、ナットやボルトの取り付けに使われます。
いずれも自動化しやすく、大量生産に向いています。
レーザー溶接・プラズマ溶接など最新技術の進化
レーザー溶接は、高出力レーザー光を利用して金属を瞬時に溶かし、精密かつ高速に接合する最新技術です。
熱影響が少なく、微細部品や高精度部品の溶接に最適です。
プラズマ溶接は、プラズマアークを利用して高温・高エネルギーで溶接する方法で、厚板から薄板まで幅広く対応できます。
どちらも自動化やロボット溶接との相性が良く、医療機器や電子部品、航空宇宙分野などで活用が進んでいます。
設備コストは高いですが、品質と生産性の両立が可能です。
- 高精度・高速な溶接が可能
- 熱影響が少ない
- 自動化・ロボット化に最適
- 設備コストは高め
ガス溶接・ろう接・ろう付け・はんだ付けの仕組みと用途
ガス溶接は、酸素と可燃性ガス(アセチレンなど)を燃焼させて発生する高温炎で金属を溶かし接合する方法です。
主に薄板や補修作業、小規模な現場で使われます。
ろう接・ろう付けは、母材を溶かさずに溶加材(ろう)を溶かして接合する方法で、精密部品や異種金属の接合に適しています。
はんだ付けは、さらに低温で行う接合方法で、電子部品や配線の接合に欠かせません。
いずれも母材へのダメージが少なく、細かい作業に向いています。
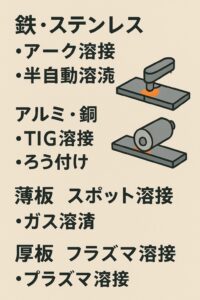
金属や材料別に見る溶接方法の選び方と加工事例
溶接方法の選択は、接合する金属や材料の種類によって大きく異なります。
例えば、鉄やステンレスはアーク溶接や半自動溶接が一般的ですが、アルミニウムや銅などの非鉄金属にはTIG溶接やろう付けが適しています。
また、薄板にはスポット溶接やガス溶接、厚板にはアーク溶接やプラズマ溶接が選ばれることが多いです。
現場では、材料の特性や求められる強度、コスト、作業環境を総合的に判断して最適な溶接方法を選定します。
- 鉄・ステンレス:アーク溶接、半自動溶接
- アルミ・銅:TIG溶接、ろう付け
- 薄板:スポット溶接、ガス溶接
- 厚板:アーク溶接、プラズマ溶接
精密・大量生産・自動化…用途別おすすめ溶接方法
精密部品の溶接には、TIG溶接やレーザー溶接が適しています。
これらは高精度な仕上がりが求められる医療機器や電子部品、航空機部品などで活用されています。
大量生産や自動化が必要な場合は、半自動溶接やスポット溶接、シーム溶接が主流です。
自動車や家電、建築分野では、ロボット溶接による効率化が進んでいます。
用途や生産規模に応じて、最適な溶接方法を選ぶことが重要です。
ご覧いただきありがとうございました。鋼材の規格・寸法・JISについて、少しでもお役に立てたなら幸いです。
「大阪のものづくりは抱月工業におまかせ!鋼板の調達から加工、溶接までワンストップソリューション」
鋼板の調達から加工、溶接まで――抱月工業は、大阪を拠点に一貫したものづくりサービスを提供します。たとえば…
-
スピード調達
長年のネットワークを活かし、必要な鋼材を最短納期で確保。 -
高精度な溶接技術
最新の溶接設備と熟練の職人による、強度・美観ともに妥協しない仕上がり。 -
柔軟な試作対応
「こんな形状で試してみたい」というご要望にも、小ロットで即対応。
抱月工業は、品質・納期・コストの三拍子そろった最適ソリューションをご提供します。お気軽にお問い合わせください!
📞 お問い合わせはこちら → https://www.hougetu.co.jp/corporate/contact

contact
お問い合わせ
お客様が抱える課題、ご相談やお見積もりは
お気軽にお問い合わせください。
全国対応可能です。
お見積もり・加工のご相談はこちら