製品事例
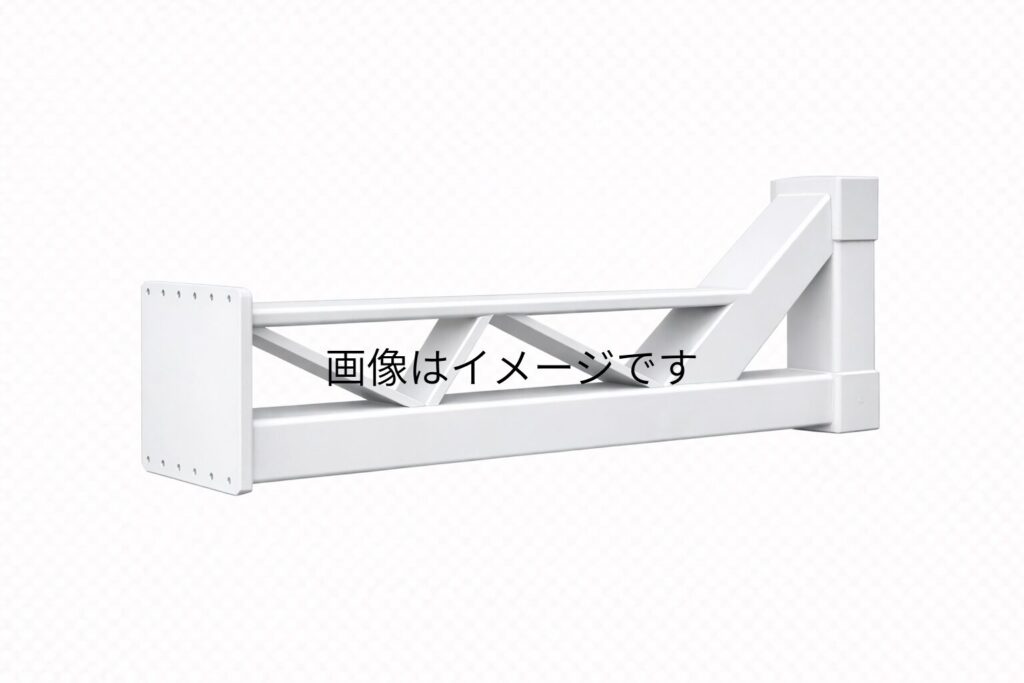
リブ構造ブラケットの製缶加工(歪み抑制と精密穴加工)

| 材質 | SS400材 |
|---|---|
| 納期・リードタイム | 9日間 |
| 製品用途 | 構造用ブラケット(リブ付き) |
| 数量 | 25台 |
| 製品特性 | 総重量276.20kg(1台あたり約11kgクラス) |

お客様の相談・悩み
Y社様は、SS400材を使用したリブ付きの大型ブラケットの製作について、製缶加工における溶接歪みを抑えつつ、短納期(約9日)での対応ができる加工会社を探しておりました。
本製品は、
・ベース板
・立板
・三角リブ(補強板)
で構成される構造用のブラケットでした。
さらに、丸穴および長穴が設けられており、取付部品として穴位置精度と直角度が重要な部品でもありました。
抱月工業の課題解決
溶接歪みが発生しやすい理由
本製品の場合、短納期で溶接による歪みをいかに抑えながら加工ができるかがポイントとなりました。
製缶加工でリブ付き構造のブラケットを製作する場合、「立板とベース板の接合部」「三角リブの集中配置部」に入熱が集中しやすく、その結果
・立板の倒れ
・ベース板の反り
・直角度不良
が発生しやすい形状となります。
特に左右対称に見える構造でも、溶接順や入熱バランスが偏ると、完成後に微妙な傾きや歪みが残ることがあります。
そのため、製缶加工で大型のブラケットを製作する際は溶接順序と入熱分散を前提にした施工計画が重要になります。
溶接順序の最適化と対称施工
本製品では、
・左右リブを交互に溶接
・立板側とベース側で入熱を分散
・片側の連続溶接を避ける施工順
といった対称施工を基本とした溶接順序を採用しました。
これにより、入熱バランスを均等化し、溶接後の変形量を抑制しています。
穴加工は溶接完了後に実施
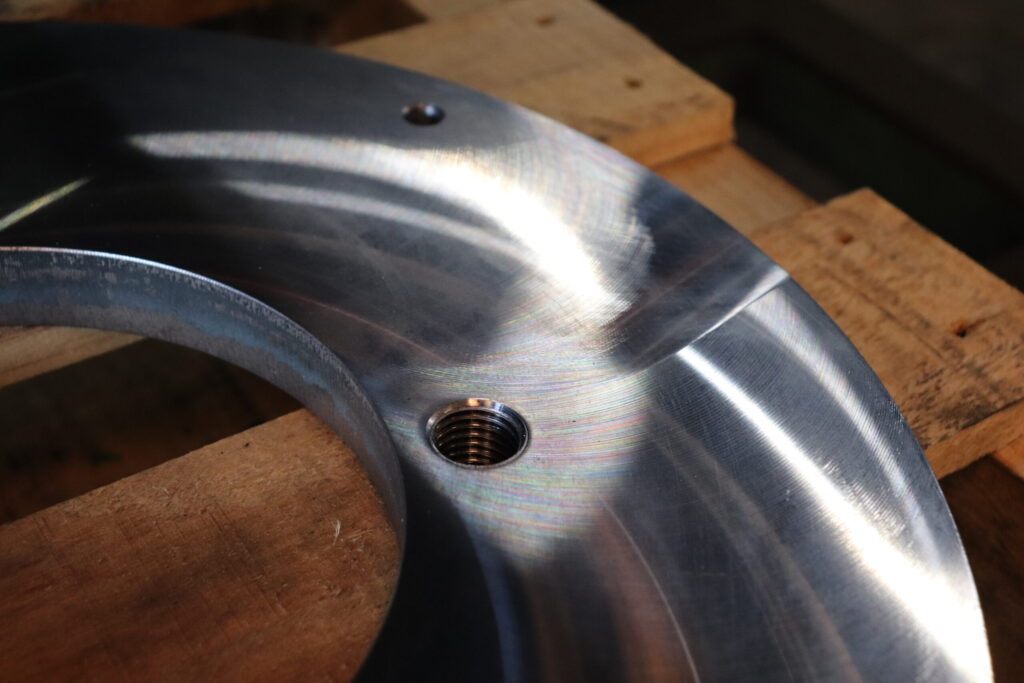
本ブラケットには丸穴および長穴があり、溶接前に穴加工を行うと溶接歪みによって穴位置がずれる可能性があります。
そのため、溶接完了後に基準面を取り直しその基準から穴・長穴加工を実施という工程としました。
これにより、溶接変形の影響を受けない状態で位置精度を確保しています。
短納期対応に向けた工程設計
本案件は約9日という短納期かつ25台製作が必要でしたので、
外注(加工・塗装)を前提にした日程計画を立てつつ、
・同一治具による連続加工
・塗装前、塗装後の2段階検査
を工程内に組み込み、歪み管理と納期対応を両立する計画を立てました。
効果・メリット
溶接歪みを抑制し、直角度・取付精度を確保
対称施工と溶接順序の最適化により、立板の倒れやベース板の反りを抑制。
取付面の直角度・平面度を安定させることで、現地での調整リスクを低減しました。
また、溶接完了後に基準面を取り直して穴・長穴加工を実施することで、溶接変形の影響を受けない状態で位置精度を確保。
ブラケットとしての機能精度を担保しています。
短納期でも安定生産を実現
外注工程を含めた計画的な段取りと連続加工体制により、滞留や手戻りを防止。
歪み対策と切断から機械加工まで自社一貫で対応できる強みを生かして、9日間という短納期対応を実現しました。
関連するソリューション
こちらのページもご覧ください
この事例に関連する当社の鋼材加工ソリューションはこちら
その他写真

contact
お問い合わせ
お客様が抱える課題、ご相談やお見積もりは
お気軽にお問い合わせください。
全国対応可能です。
お見積もり・加工のご相談はこちら